 Elektrárny Klasické Technické možnosti řešení vypouštění emisí CO2 z elektráren s kotli na fosilní paliva
Elektrárny Klasické Technické možnosti řešení vypouštění emisí CO2 z elektráren s kotli na fosilní palivaTechnické možnosti řešení vypouštění emisí CO2 z elektráren s kotli na fosilní paliva
Obsahem příspěvku je shrnutí technických možností a ekonomických aspektů zařazení technologie zachycování CO2 v elektrárnách na fosilní paliva a přehled možností dalšího nakládání s CO2. Pozornost je věnována zejména metodám a technologiím zachycování CO2 ze spalin práškových kotlů.
Návrh energetické politiky a strategie EU z ledna 2007 deklaruje požadavek snížení emisí skleníkových plynů do roku 2020 o 20% oproti roku 1990. V souvislosti s tím dokument předpokládá masivní rozvoj technologií zachycování a ukládání CO2 a postupnou ekologizaci uhelné energetiky, která si pravděpodobně ještě v nejbližších desetiletích uchová nejvyšší podíl na výrobě elektrické energie.
K řešení problematiky CO2 v uhelné energetice bude třeba přistupovat paralelně dvěma způsoby
-
zvyšováním účinnosti přeměny primární energie paliva na elektřinu a teplo zařazením moderních pokročilých technologií jako jsou uhelné bloky s nadkritickými parametry páry a elektrárny pracující v kombinovaném cyklu- bloky s tlakovým fluidním spalováním uhlí (PFBC), s tlakovým fluidním zplyňováním uhlí (APFBC) a bloky s integrovaným zplyňováním uhlí (IGCC),
-
vývojem a postupným zařazováním technologií zachycování CO2 do výrobního procesu elektráren a řešením dalšího nakládání s CO2. Jedná se zpravidla o tzv. bezemisní (nízkoemisní) technologie v literatuře označované CCS (Carbon Capture and Storage).
Komplexní řešení problematiky vypouštění emisí CO2 z elektráren znamená řešení celého řetězce od vlastního zachycení CO2 přes transport zachyceného CO2 až k jeho ukládání, případně průmyslovému využití. Z hlediska zvládnutí technologie celého řetězce ekonomicky akceptovatelným způsobem je nejslabším článkem řešení zachycování CO2. Výzkum a vývoj technologie zachycování zatím nedosáhl stavu umožňujícího komerční využívání v podmínkách elektrárenských bloků běžných výkonů.
Problematice ukládání CO2 se kromě energetického výzkumu věnuje i těžební průmysl a to hlavně v souvislosti s využitím CO2 k zvýšení výtěžnosti ropných ložisek. Technologie ukládání CO2, obdobně jako technologie zachycování CO2, budou muset projít před komerčním nasazením v energetice fází demonstračních zařízení a pilotních projektů, které prověří proveditelnost a funkčnost navržených řešení a poskytnou podklady pro reálnější zhodnocení ekonomických dopadů nasazení nových technologií. Problematiku transportu CO2 lze považovat za technicky zvládnutou.
Metody a technologie zachycování CO2
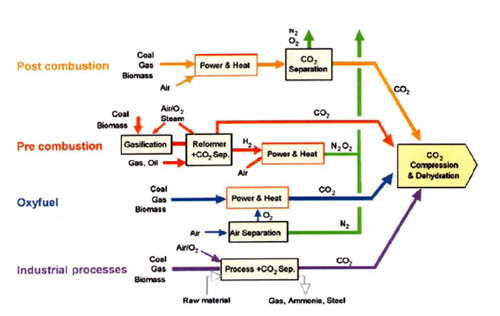
V současné době jsou energetickým výzkumem sledovány tři základní přístupy k zachycování CO2 z elektrárenských provozů:
-
zachycování CO2 po procesu spalování (post- combustion capture)
-
zachycování CO2 před procesem spalování (pre-combustion capture)
-
technologie, kde spalovací proces probíhá bez přítomnosti dusíku, tj. jako okysličovadlo je použit kyslík (oxyfuel)
Schématické znázornění je na následujícím obrázku.
Zachycování CO2 po procesu spalování
Výběr technologie zachycování CO2 se zpravidla odvíjí od vlastností spalin - teploty, tlaku a především koncentrace CO2. Koncentrace CO2 ve spalinách je závislá na druhu paliva a typu energetické výrobny. U elektráren s kotli na fosilní paliva se pohybuje v rozmezí od 10 obj.% u kotlů spalujících plyn až do 18 obj.% u kotlů spalujících hnědá uhlí. U kombinovaných paroplynových cyklů se obvykle koncentrace CO2 ve výstupních plynech nachází v závislosti na vstupním palivu v rozmezí 3-5 obj.%. Odstraňování CO2 ze spalin je zpravidla založeno na separačních principech jako je chemická absorpce, adsorpce a technika membrán.
-
Metoda chemické absorpce využívá rozpouštědel na bázi aminů. Ze známých metod se jeví pro využití v uhelné energetice k vydělení CO2 ze spalin jako nejvhodnější. Oproti ostatním metodám je energeticky méně náročná. Komerčně dostupné sorbenty jsou dostatečně aktivní pro separaci při nízkých tlacích. Jedná se především o alkanolaminy, jako jsou monoetanolamin (metoda MEA), dietanolamid (DEA) a metyletanolamin (MDEA), případně další aminy. Výzkum a vývoj technologie separace CO2 ze spalin s využitím chemické absorpce je rovněž doveden nejdále a to až k demonstračním jednotkám, z nichž některé jsou již v provozu a jiné v projektové přípravě. Zatím téměř výhradně je aplikována metoda MEA.
-
Princip separace technikou membrán je založen na různé rychlosti jednotlivých složek plynné směsi při průchodu membránami. Pro dosažení dostatečné účinnosti separace je zpravidla třeba kaskády několika membrán. Metoda je zatím ve stavu výzkumu a vývoje a nebyla dosud aplikována v provozním měřítku.
-
Metoda adsorpce je rovněž principiálně použitelná pro spaliny. Vhodné fyzikální látky pro adsorpční proces separace CO2 ze spalin jsou např. zeolity a aktivovaný uhlík (velký specifický povrch). Metoda je energeticky značně náročná, ve větších provozech zatím nebyla aplikována.
Zachycování CO2 před procesem spalování
Odstranění CO2 před spalováním znamená v případě uhlí před vlastní energetickou jednotku předřadit proces zplyňování. Syntetický plyn obsahující vodík a CO prochází katalytickým reaktorem, kam je přiváděna pára. Dochází k exotermické reakci jejíž výsledkem je směs vodíku a CO2. Následně je metodou fyzikální absorpce CO2 zachycen a vodík je zpravidla použit jako palivo pro plynovou turbínu paroplynového cyklu. Odstraňování CO2 zde probíhá z proudu plynu relativně bohatého na CO2 při vysokém tlaku (parciální tlak CO2 je 20- 30 barů), pro separaci je proto vhodná metoda fyzikální absorpce.
V podstatě všechny komponenty tvořící systém separace CO2 před spalováním jsou již řadu let úspěšně využívány v jiných průmyslových odvětvích. Jejich využití v energetice je zpravidla spojeno s provozováním kombinovaných paroplynových cyklů.
Separace CO2 při spalování s kyslíkem (oxyfuel)
Technologie oxyfuel je založena na spalování s kyslíkem proudícím ve směsi s částí recirkulovaných spalin. Kyslík je použit jako okysličovadlo místo vzduchu, který obsahuje 79% objemových dusíku a ředí spaliny. Spalování s téměř čistým kyslíkem probíhá za podmínek blízkých stochiometickému spalování a vzniklé spaliny obsahují 90- 95% CO2, vodní páru a v závislosti na palivu malé objemy SOx a NOx. Jelikož teplota ve spalovací komoře by byla při spalování s čistým kyslíkem velmi vysoká, je pro snížení teploty část spalin recyklována. Po kondenzaci páry obsažené ve spalinách a odloučení nečistot jako jsou NOx, SOx, O2 a částice, se získá čistý CO2, který může být transportován mimo výrobnu. Technologie oxyfuel je použitelná jak pro uhelné bloky, tak pro nové paroplynové cykly. Doplnění této technologie k provozovaným uhelným blokům je rovněž možné, avšak přechod ze vzduchu na kyslík by si vyžádal poměrně rozsáhlou úpravu kotle, především nový návrh teplosměnných ploch a výměnu hořáků. Hlavní komponenty technologie oxyfuel jsou principiálně známé z použití v průmyslu, kde se zpravidla jednalo o výkony o jeden až dva řády nižší než je třeba pro moderní elektrárenské bloky.
Separace kyslíku ze vzduchu v objemech potřebných pro elektrárenský blok běžného výkonu je obvykle realizovatelná kryogenní technologií, která je energeticky velmi náročná. Proto jedním z úkolů výzkumu a vývoje v této oblasti je právě vývoj nových energeticky méně náročných metod separace O2 ( např. membránová technika a pod.)
Metodě oxyfuel je v poslední době věnována velká pozornost zejména v Německu. V letech 2004- 2005 společnost Vattenfall v rámci výzkumně vývojové přípravy nové generace uhelných bloků pro období po roce 2020 zpracovala studii k řešení problematiky zachycování CO2. Studie vyhodnotila právě technologii na principu oxyfuel jako optimální způsob řešení zachycování CO2 v německých uhelných elektrárnách po roce 2020. Pro základní provozní ověření technologie oxyfuel v podmínkách elektrárny připravuje Vattenfall demonstrační zařízení o výkonu 30 MWt v lokalitě stávající elektrárny Schwarze Pumpe [L5].
Kromě uvedených tří základních způsobů zachycování CO2 jsou vyvíjeny celé nové komplexní technologické systémy využívající některých předností již uvedených metod, zejména metody oxyfuel. Jsou to především tzv. pokročilé bezemisní systémy principiálně vycházející z koncepce společnosti Clean Energy Systems (CES). Podstatou pokročilého bezemisního cyklu je spojení spalovací komory s parogenerátorem do jedné komponenty– reaktoru, ve kterém je spalováno uhlovodíkové palivo v plynném nebo tekutém stavu s kyslíkem při současném vstřikování vody a výroby paroplynové směsi. Z reaktoru zpravidla vystupuje směs vodní páry a oxidu uhličitého, která je dále vedena do turbíny. K separaci
CO2 dochází při kondenzaci páry v kondenzátoru turbíny, nebo ve výměníku tepla, zařazeném mezi vysokotlakou a nízkotlakou část turbíny. Tento výměník současně slouží jako parní generátor vyrábějící páru pro nízkotlakou parní turbínu.
Jednoduchou demonstrační jednotku pokročilého bezemisního cyklu o výkonu 5 MW zprovoznila CES v roce 2005 na elektrárně Kimberlina v USA. Demonstrační jednotky větších výkonů s návazností na ukládání CO2 jsou předmětem výzkumu v Norsku a v Holandsku. Byly zpracovány studie proveditelnosti pro demonstrační jednotku s výkonem blízkým 50 MWe. Dle dosud provedených studií je u těchto technologií předpoklad dosažení vysoké účinnosti přeměny energie a činí je tak potenciálně konkurenceschopnými vůči paroplynovým cyklům.
Souhrnně lze ke stavu vývoje metod a technologií zachycování konstatovat:
-
Žádná z uvedených metod není technologicky dovedena do stavu potřebného pro uplatnění v energetice na komerční bázi. První vstupy těchto technologií do energetiky představují relativně malá demonstrační zařízení, případně pilotní jednotky poněkud většího výkonu. Největší známá zařízení instalovaná v elektrárnách jsou separační jednotky o výkonu 190 t CO2/den na elektrárně Shady Point v Oklahomě (výkon bloku 320 MWe, fluidní kotel, uhlí z dané lokality) a separační jednotka o výkonu 150 t CO2/ den v elektrárně Warrior Run v Marylandu (výkon bloku 180 MWe, fluidní kotel, uhlí z dané lokality). V obou případech byl dodavatelem separačních jednotek ABB Lummus (MEA) a uvedení do provozu bylo v letech 1991 a 1999.
-
Pro zachycování CO2 u elektrárenských bloků s uhelnými kotli jsou aplikovatelné přístupy separace CO2 po spalování a metoda oxyfuel. Pro doplňování technologie zachycování CO2 k provozovaným energetickým výrobnám s práškovými kotli (v rámci retrofitů) se na základě současných znalostí jeví jako vhodnější technologie zachycování CO2 ze spalin po spalovacím procesu, a to metodou chemické absorpce. Vyžaduje nejméně zásahů do existující technologie elektrárny a je vývojově nejdále dovedena. Tato technologie rovněž poskytuje provozovateli elektrárny větší flexibilitu, např. možnost odpojení a zapojení separační jednotky v závislosti na vnějších faktorech.
-
Zařazení kterékoliv technologie zachycování CO2 do provozu elektrárny bude vždy spojeno s výraznými ekonomickými dopady. Kromě nezanedbatelných investičních nákladů všechny dosud známé technologie v důsledku své vysoké energetické náročnosti významně zvýší provozní náklady a sníží účinnost elektrárny. Dle provedených zahraničních studií účinnost uhelného elektrárenského bloku se zachycováním CO2 po spalování se sníží cca o jednu třetinu oproti účinnosti bloku bez zachycování CO2. Významný vliv na ekonomii celého systému bude mít samozřejmě způsob integrace systému zachycování do vlastní technologie výrobního elektrárenského bloku. Schéma hmotnostních a energetických toků musí být navrženo tak, aby energetické ztráty v celém integrovaném systému byly minimální.
Metoda chemické absorpce
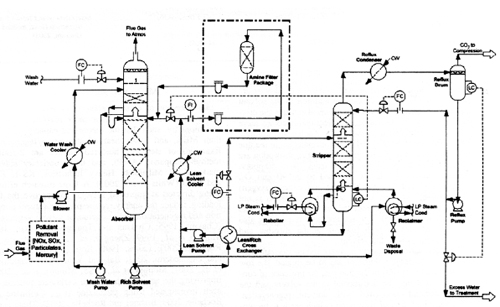
Při použití metody chemické absorpce jsou spaliny o teplotě 40-50 0C zavedeny do absorbéru, kde je kysličník uhličitý absorbován aminovým sorbentem, a to včetně ve spalinách obsažených stopových příměsí SOx, NOX, O2 a nezachycených částic popílku. Sorbent obohacený kysličníkem uhličitým je po ohřátí (na cca 110 0C) zaveden do destilační kolony, tzv. striperu, kde je CO2 v koncentrovaném stavu uvolněn a následně připraven pro transport. Ochuzený sorbent, zbavený CO2, je vracen zpět do absorbéru.
Pro realizaci takovéhoto procesu musí být splněna řada podmínek.
-
Teplota v absorbéru pro udržení dostatečné intenzity absorpce musí být v rozsahu 40 až 600C. Vyšší teplota zvyšuje degradaci sorbentu a zhoršuje průběh absopčního procesu. Je tedy třeba zajistit odpovídající vstupní teplotu spalin. Pokud teploty spalin na výstupu z kotle budou vyšší než 500C (fluidní kotle), bude třeba před vstup do absorbéru zařadit chladič.
-
Spaliny musí být před vstupem do absorbéru v maximální možné míře zbaveny nežádoucích příměsí jako jsou kyselé plyny SO2, NO2, HCl, které reagují s aminy a vedou ke vzniku teplotně stálých neregenerovatených aminových solí. Tyto soli znehodnocují sorbent, snižují jeho schopnost absorbovat CO2 a často mají korozivní účinky. Zejména nežádoucí jsou SO2 a NO2. Koncentrace SO2 ve spalinách by měla mít hodnotu blízkou 10 ppm, tj. přibližně 29 mg/m3. Koncentrace NO2 ve spalinách by neměla překročit hodnotu 20 ppm, tj. přibližně 41 mg/m3. Dodržení koncentrace NO2 zpravidla nečiní problém, neboť cca 95 % dusíku obsaženého ve spalinách je ve formě NO a pouze zbývajících 5 % je ve formě NO2. Problémem je SO2, jehož obsah ve spalinách uhelných kotlů se zpravidla v závislosti na obsahu spalitelné síry v palivu a na výhřevnosti paliva pohybuje v rozmezí 700-2.500 ppm (2.000- 8.000 mg/m3 ). Při provozu práškových kotlů s odsířením spalin se obvykle v průměru dosahuje zachycení 95% SO2, v případě fluidních kotlů lze předpokládat zachycení SO2 do 90%. Z toho vyplývá, že při použití technologie zachycování CO2 na principu aminové separace bude pravděpodobně třeba pro zabránění nežádoucímu znehodnocování sorbentu zařadit na vstupu spalin další dodatečné odstraňování SO2. Rozhodnout o jeho zařazení je většinou záležitostí ekonomické optimalizace. Podle zahraničních studií je levnější instalovat dodatečný druhý stupeň odsíření než provozovat zařízení s vyšší koncentrací SO2 a s velkými ztrátami sorbentu. (U elektrárny Shady Point s fluidními kotli spalujícími uhlí s obsahem síry 2,7% a s instalovaným separačním zařízením MEA (ABB Lummus) o výkonu 200 t CO2/den je pomocí NaOH snižován SO2 ve spalinách z původních 500 ppm až na 2 ppm).
Z hlediska vlastní dostupnosti základní technologie zachycování CO2 na bázi aminů typu MEA, existují 3 výrobci- potencionální dodavatelé, jejichž zařízení bylo již použito v průmyslových aplikacích (malé výkony, rozdílné vlastnosti pracovních medií).
-
Fluor Daniel Inc je dodavatelem technologie ECONAMINE FG. Používá MEA technologii s inhibitory proti korozi uhlíkové oceli a degradaci sorbentu. Koncentrace MEA v roztoku je 30 %. Společnost dodala pro průmyslové aplikace více než 20 provozních zařízení o výkonech 4,8 až 360 t/den. Největší dodaná zařízení zhruba odpovídají potřebám uhelného bloku cca 20 MWe.
-
ABB-Lummus je dodavatelem velkého počtu zařízení pro průmyslové aplikace o výkonech až do 800 t CO2/den, což zhruba odpovídá potřebám uhelného bloku o výkonu cca 40 MWe. ABB Lummus je rovněž dodavatelem dvou existujících pilotních projektů v energetice o výkonech 150 a 190 t CO2/den. Technologie pracuje s koncentraci roztoku MEA 15- 20 % a bez použití drahých inhibitorů proti degradaci sorbentu. Nižší koncentrace sorbentu umožňuje vypuštění inhibitorů, ale má za následek pro stejný výkon větší rozměry zařízení a vyšší energetickou náročnost.
-
Mitsubishi Heavy Industries, Ltd je dodavatelem zatím jediného provozovaného zařízení o výkonu zhruba 200 t CO2/den, instalovaného v závodě na výrobu močoviny v Malajsii. Použitím roztoku KS-1, který je již komerčně k dispozici, se dosahuje oproti MEA nižší energetické náročnosti procesu a nižší degradace sorbentu, a to bez použití inhibitorů. V současné době MHI provádí demonstrační testy své separační technologie na uhelném kotli v Nagasaki v Japonsku.
Ekonomické aspekty zařazení technologie zachycování CO2
Ekonomie separace CO2 (potažmo celého řetězce CCS) závisí na mnoha faktorech, z nichž k nejdůležitějším náleží použité palivo a jeho cena, technické a provozní charakteristiky elektrárny, použitá separační technologie a její integrace do výrobní technologie elektrárny, rozsah a účinnost separace, vzdálenost transportu a náklady na ukládání CO2 (či jeho prodejní cena). Odhaduje se, že náklady na separaci a přípravu CO2 pro transport činí 50-80% z nákladů celého řetězce technologie CCS. Dostatečně věrohodné stanovení těchto nákladů je obtížné, neboť zatím není v provozu žádný systém zachycování CO2 odpovídající svou kapacitou a technickým řešením potřebám stávajících elektrárenských bloků.
Všechny dostupné ekonomické analýzy implementace technologie CO2 vycházejí ze studií prováděných pro hypotetické energetické bloky řešené ve dvou variantách - se zachycováním CO2 a bez zachycování CO2. Pro takovéto bloky jsou formulovány ekonomické modely navazující zpravidla na modely provozní a jsou vyhodnocovány a porovnávány základní technicko – ekonomické a ekonomické ukazatele, především měrné náklady na výrobu elektrické energie, měrné investiční náklady a měrné náklady na zachycení 1t CO2.
Na základě porovnání provedených pro větší počet případů jsou formulovány závěry s obecnější platností.
V [L1] byly uveřejněny vybrané výsledky z 9 technicko- ekonomických studií nových bloků o výkonech 400-800 MW s vysokými parametry (7 bloků s nadkritickými parametry) a se zachycováním CO2 ze spalin a výsledky z 12 technicko - ekonomických studií implementace systému zachycování v rámci retrofitů provozovaných elektrárenských bloků.
Z provedených studií pro nové bloky vyplývá:
-
Měrné investiční náklady (USD/kW) u bloku se zachycováním CO2 se zvýší oproti referenčnímu bloku bez zachycování CO2 o 44 až 87 % (hodnota při vyšší hranici platí pro variantu s vysokým obsahem síry, podkritickými parametry, s relativně nízkou účinností)
-
Měrné náklady na výrobu elektrické energie (USD/MWh) se zvýší u bloku se zachycováním CO2 oproti referenčnímu bloku o 42 až 81% při účinnosti zachycování 80-90 %. V absolutních hodnotách to znamená u daných fiktivních bloků zvýšení ceny elektrické energie v důsledku zachycování CO2 o 18 až 38 USD/MWh, tj.na hodnoty 62 až 87 USD/MWh
-
Spotřeba paliva na vyrobenou MWh je u bloku se zachycováním CO2 o 24-42% vyšší než u bloku referenčního. Palivem pro téměř všechny analyzované bloky bylo černé uhlí, pouze u jediného bylo uhlí hnědé.
-
Měrné náklady na zachycení CO2, vyhodnocené pro jednotlivé případy, se pohybují v rozsahu 29-51 USD/t CO2.
-
Více než polovina z celkové energie pro systém zachycování CO2 je spotřebována na regeneraci sorbentu a téměř jedna třetina z celkové energie je určena pro sušení a stlačení CO2.
Velké rozsahy uváděných intervalů, např. velký rozdíl mezi nejnižšími a nejvyššími náklady, jsou způsobeny především rozdílným palivem, rozdílnou účinností, různým ročním využitím instalovaného výkonu a různými odpisy. Je zřejmé, že čím bude účinnost bloku a využití instalovaného výkonu nižší, tím více systém zachycování CO2 zdraží vyrobenou MWh. Důležitou roli má rovněž ta okolnost, zda se jedná o zcela nový blok s pokročilou technologií nebo o implementaci systému zachycování do existujících elektrárenských provozů v rámci jejich retrofitů. Ve druhém případě měrné náklady na zachycování CO2 dosahují v průměru až o 30% vyšších hodnot než u nových bloků. Vždy samozřejmě bude záležet na individuálních podmínkách té které elektrárny, na vhodném způsobu integrace systému zachycování do základní výrobní technologie elektrárny a rovněž na tom, zda v rámci retrofitu nebude prováděna významná modernizace základní výrobní technologie např. přechod na nadkritické parametry páry. Významnou roli bude mít rovněž prodejní cena CO2.
Z uvedeného lze soudit, že s instalací plnovýkonových systémů zachycování CO2 bude účelné začít u moderních elektrárenských jednotek s nadkritickými parametry a vysokou účinností, které pracují v základním zatížení a to alespoň do té doby, než pokračující výzkum separačních procesů a využití postupně získávaných zkušeností z pilotních projektů nepřinesou levnější technická řešení. Vzhledem k tomu, že výzkum a vývoj v oblasti separačních technologií ve světě intenzivně pokračuje a je připravována řada pilotních projektů, lze očekávat v nejbližších 10 až 15 letech významný posun vedoucí k snížení nákladů a k příznivějším ekonomickým výsledkům.
Ukládání CO2
Obecně jsou 3 možnosti dalšího nakládání s odseparovaným CO2:
-
Využívání CO2 v průmyslu, především v chemickém a potravinářském. Jedná se o standardně zavedený segment obchodu, poptávka je plně kryta nabídkou. Zpravidla jde o zanedbatelnou část ve srovnání s objemy CO2 potenciálně separovatelnými.
-
Využívání CO2 ke zvýšení výtěžnosti ložisek kapalných a plynných fosilních paliv spojené se současným ukládáním významné části vtlačeného CO2 do podzemí. Jedná se o technologie zvyšování výtěžnosti ropy (EOR - enhanced oil recovery, improved recovery, tertiary recovery), plynu (EGR - enhanced gas recovery) a uhelného/karbonského metanu (ECBM - enhanced coal bed methane). Technologie EOR s přírodním CO2 se využívá v řadě zemí, především v USA, Brazílii, Chorvatsku a Maďarsku, technologie EOR s průmyslově produkovaným CO2 pak v USA a Kanadě. Naprostá většina produkce ropy z EOR pochází z USA (přes 90%); celosvětově tvoří však pouze několik desetin % z celkové těžby za rok.
-
Ukládání CO2 bez jeho dalšího využívání. Ve světě jsou rozvíjeny koncepce ukládání do (ekonomicky) dotěžených ropo-plynových struktur a ukládání do terestrických (či v zahraničí marinních) hlubinných salinních zvodní.
-
V minulosti se zvažovalo rovněž přímé vtláčení spalin do podzemí. Byly provedeny i pilotní experimenty např. v Číně. Tato metoda se ukázala jako velmi problematická z důvodů korozních problémů, kolmatace vlivem obsahu partikulárních látek, atd..
EOR se aplikuje na mnoha místech v zahraničí na rozdíl od EGR, který je pouze ve fázi příprav pilotních projektů. Využití CO2 pro EOR spočívá v tzv. terciární fázi těžby, kdy aplikované médium (CO2, N2, horká pára) snižuje viskozitu ropy, zvyšuje tak její migraci v porézní struktuře a tudíž i vytěžitelnost. Aplikace EOR musí vycházet ze zhodnocení lokálních geologických podmínek, přenositelnost dat mezi lokalitami a ložiskami je problematická a nevěrohodná. Obecně se uvádí, že 1t vtláčeného CO2 zvýší výtěžnost o 2-3 barely ropy. Vytěžitelnost ropných ložisek konvenčním způsobem je cca 25% a aplikací EOR lze výtěžnost zvýšit o dalších 5-15 %.
V ČR potenciál pro EOR či pro prosté ukládání CO2 ve vytěžených (ještě infrastrukturně dostupných) strukturách vykazuje oblast Hodonínska.
Proces ukládání CO2 do podzemí patří celosvětově mezi problematiku novou a nerutinní, která kromě vlastního technického řešení vyžaduje řešení celé řady aspektů bezpečnostních a právních. Proto návrhy ukládání do podzemí jsou schvalovány složitě a často zpětně vyvolávají zpřesnění existujících právních norem. Povolovací řízení jsou podmíněna splněním řady legislativních požadavků. Hlavní řídící normou v ČR je zákon o ochraně a využití nerostného bohatství („horní zákon“) a jeho části týkající se zvláštních zásahů do zemské kůry a zákon o hornické činnosti a výbušninách.
Závěr
Závěrem lze konstatovat, že v současné době žádná z technologií potenciálně využitelných pro zachycování CO2 ze spalin uhelných kotlů není dovedena do stavu uplatnění v energetice na komerční bázi. Výzkum a vývoj těchto technologií pro potřeby energetiky je doveden do stadia výstavby demonstračních zařízení a přípravy pilotních projektů zpravidla o výkonech téměř o jeden řád menších, než odpovídá kapacitním potřebám separace CO2 moderních elektrárenských bloků. Dovedení technologií zachycování a dalšího nakládání s CO2 k technické a ekonomické akceptovatelnosti v energetice si pravděpodobně vyžádá ještě několik let systematické intenzivní činnosti v oblasti výzkumu a vývoje.
V současné době je problematice zachycování a ukládání CO2 z elektráren na fosilní paliva je věnována pozornost základního, aplikovaného a průmyslového výzkumu a vývoje ve všech průmyslově vyvinutých zemích. Pro ČR je pak relevantní především výzkum a vývoj organizovaný Evropskou komisí. V 5. rámcovém programu výzkumu a vývoje bylo řešeno celkem 9 projektů s příspěvkem EU více než 16 mil. EUR. Projekty řešené v rámci 6. rámcového programu jsou uvedeny v následující tabulce. Dokumentují šíři a význam řešení problematiky a zároveň tak představují důležitý informační zdroj.
|
Akronym |
Problematika |
Příspěvek EU (mil. EUR) |
Koordinátor |
|
ENCAP |
Pokročilé metody zachycování CO2 |
10,7 |
Vatenfall |
|
CASTOR |
Řešení problematiky CO2 od zachycení až k uložení |
8,5 |
IFP |
|
CO2SINK |
Experimentální výzkum pro potřeby zachycování a ukládání CO2 |
8,7 |
GFZ Potsdam |
|
CO2GEONET |
Mapování potenciálních geologických uložišť |
6 |
BGS |
|
ISSC |
Zplyňování pevných paliv a zachycování CO2 |
2 |
University of Suttgart |
V 7. rámcovém programu v tématické prioritě ENERGY (s rozpočtem 2,3 mld. EUR) pak technologie CCS pro bezemisní cykly a technologie čistého uhlí představují 2 z celkem 9 prioritních oblastí.
Literatura:
[L1] IPCC (2005): IPCC Special Report on Carbon dioxide Capture and Storage.- Final Draft z 10.10.2005
[L2] VGB (2004): CO2 Capture and Storage - VGB Report on the State of the Art.- VGB PowerTech Service,
[L3] Rao A. B., Rubin E. S., Berkenpas M.B. (2004): An Integrated Modeling Framework for Carbon Management Technologies. Volume 1 - Technical Documentation: Amine-Based CO2 Capture and Storage Systems for Fossil Fuel Power Plant.- Carnegie Mellon University
[L4] Ubrá O., Laciok A.:Technicko-ekonomické zhodnocení možností zřízení separační jednotky CO2 u elektrárny Hodonín, ÚJV Řež, 2006
[L5] Hassa R., Breuer H., Gade U. (2006): Power Plant Technology Based on Fossil Fuels.- VGB PowerTech 1/ 2, 2006, str. 39-43
Autor
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Tento príspevok pojednáva o sofistikovanom riešení problému denitrifikácie spalín a teda znížení vypúšťaných NOx emisií ...
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
Realizace: SE-MO Data s.r.o.