
Dohled nad zajištěním TB při realizaci oprav svarových spojů
Rubrika: Jaderné

1. Úvod
Vzhledem ke skutečnostem, které nastaly během provozu Jaderné elektrárny Dukovany, kdy v roce 2015 byly postupně odpojeny od přenosové sítě a odstaveny tři ze čtyř jaderných bloků z důvodu odborné kontroly vybraných svarových spojů za účelem ověření výsledků testů z předchozích odstávek, bylo nutné se zaměřit i na jejich případné opravy. Zejména se jednalo o kontrolní činnosti v oblasti nedestruktivního zkoušení, především o pořízení nových rentgenových snímků svarů v jaderné i nejaderné části elektrárny. Výrobní bloky nebyly odstaveny kvůli poruše, ale z důvodu získání jistoty, že provozované zařízení je v naprostém pořádku. Průkazná dokumentace svarů, která byla k dispozici, nebyla dostatečně kvalitní, a proto vybrané svary museli projít další nedestruktivní kontrolou. Svary s prokázanou indikací byly opraveny a překontrolovány podle nově zpracované dokumentace.
Kontrole svarů se nevyhnuly ani výrobní bloky Jaderné elektrárny Temelín, kde bylo vystaveno 3830 uPP na kontrolu svarů, z toho 2270 pro I HVB a 1560 pro II HVB. Proti Jaderné elektrárně Dukovany se daly kontroly udělat i za provozu. Zároveň nebyly objeveny nedostatky na svarech, které by si žádaly okamžité odstavení obou výrobních bloků.
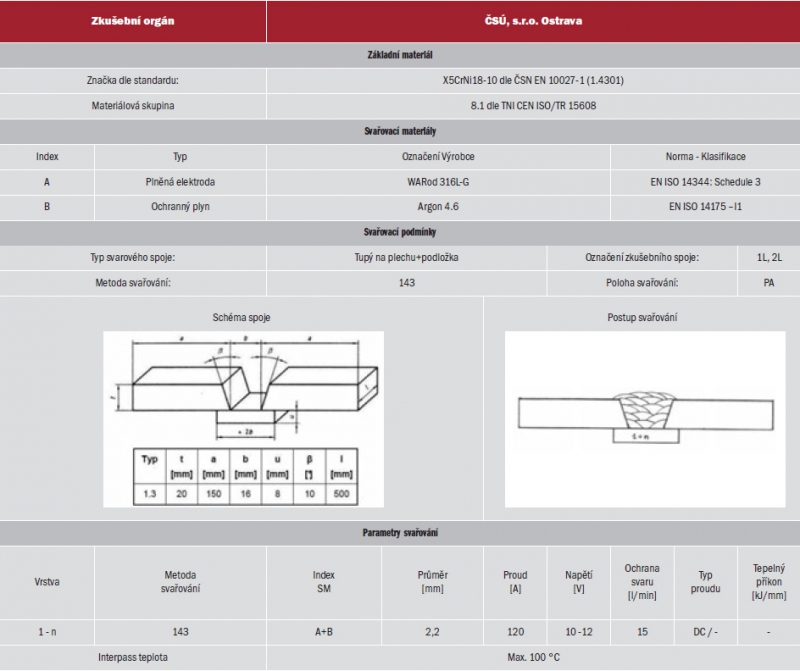
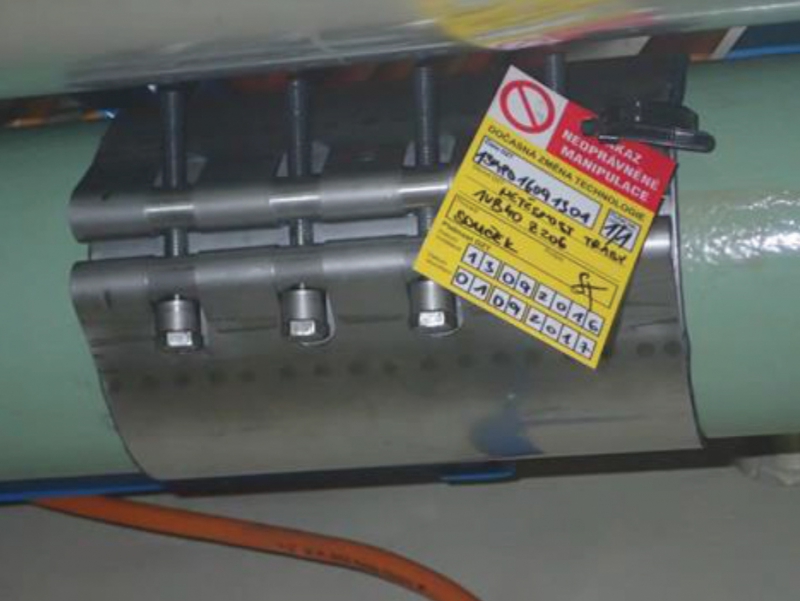
S ohledem na místy velmi ztížený přístup opravy a technicky omezeným možnostem zajištění standardní opravy metodou svařování 141, bylo rozhodnuto o použití nových přídavných materiálů umožňujících obloukové svařování netavící se elektrodou v inertním plynu bez nutností vnitřní ochrany kořenové části svaru (obrázek 1, 2). Proto byl zadán technický úkol k přípravě a odzkoušení vhodného přídavného materiálů pro opravy svarů zejména na potrubí z austenitických materiálů bez nutnosti vnitřní ochrany kořene inertním plynem. Při výběru byly využity nové technické poznatky a postupy svařování v oblasti opravárenství. Osvědčovací zkoušky byly zahájeny s přídavným materiálem typu WARod 316L-G pro metodu svařování 143 podle ČSN EN ISO 4063 - obloukové svařování wolframovou elektrodou v inertním plynu s plněnou elektrodou nebo tyčí. Vhodnost tohoto materiálu bylo nutné ještě ověřit v kombinaci s referenční skupinou základních materiálů.
2. Všeobecné požadavky
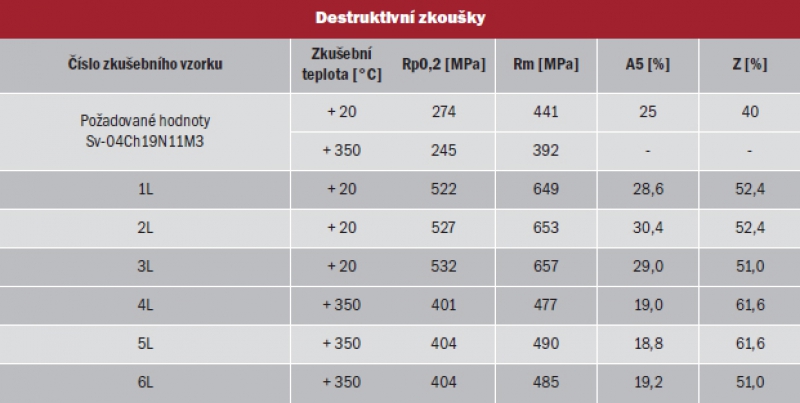
Program je zpracován podle dokumentu NTD A.S.I. Sekce I a vyhlášky č. 309/2005 Sb. Zkoušky svarového kovu byly provedeny na jedné tavbě přídavného materiálu. Rozsah zkoušek byl dán materiálový listem č. D15.1 k TP ŽAZ D-1010 pro původní přídavný materiál (drát) Sv-04Ch19N11M3 [3].
Metoda svařování 143 při použití přídavného materiálu WARod 316L-G o ø 2,2 mm. Dokladování přídavného materiálu inspekčním certifikátem typu 3.1 podle ČSN EN 10204. Výrobce přídavného materiálu je společnost Welding Alloys Group a jeho označení podle AWS A5.22: R 316LT1-5 [2].
Svary pro odběr zkušebních vzorků svařeny podle normy ČSN EN ISO 15792-1 způsobilými svářeči. Jako základní materiál pro svaření zkušebních svarů byla použita ocel X5CrNi18-10 o tloušťce 20 mm s inspekčním certifikátem typu 3.1 podle ČSN EN 10204. Při svařování zkušebních svarů prováděny záznamy použitých svařovacích parametrů. Na zkušebních deskách vyražením označen základní materiál, číslo tavby a pořadové číslo zkušební desky. Svařování realizováno za dozoru autorizované osoby (AO 267).
Rovněž byla stanovena povinnost, aby realizátor osvědčovacích zkoušek ČSÚ, s. r. o. provedl včasné oznámení o termínu zahájení zkoušek na držitele povolení ČEZ, a. s. a AO 267. V rámci dohledu dle navazujícího programu kontrol a zkoušek (PKZ) byly odsouhlaseny požadované výzvy ze strany držitele povolení ČEZ, a. s., výkonem zastoupen útvary SPP, TKaD JE a TB. Zkoušky v rozsahu osvědčovacího programu byly provedeny na svarovém kovu bez tepelného zpracování.
3. Nedestruktivní zkoušky
Všechny zkušební kusy (svary) po svaření zkoušeny v rozsahu 100%:
- Vizuální kontrolou podle ČSN EN ISO 17637. Požadovaný stupeň B podle ČSN EN ISO 5817.
- Penetrační zkouškou podle ČSN EN ISO 3452-1. Stupeň přípustnosti 1 podle ČSN EN ISO 23277.
- Zkouškou prozářením podle ČSN EN ISO 17636-1 ve třídě B. Stupeň přípustnosti 1 podle ČSN EN 10675-1.
- Zkoušky vyhodnoceny pouze pracovníky s kvalifikací podle normy ČSN EN ISO 9712 Level II nebo III. Výsledky ze zkoušení předloženy k posouzení inspektorovi AO 267 [3].
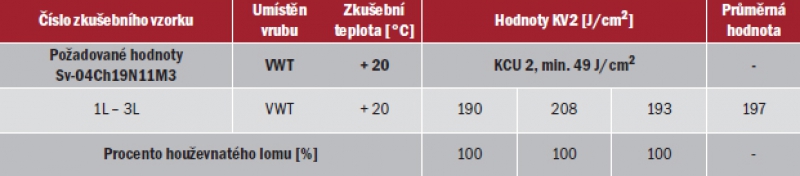
4. Zkoušky vlastností svarového kovu
Všechny mechanické zkoušky a zkoušky chemického složení prováděny v akreditovaných zkušebnách.
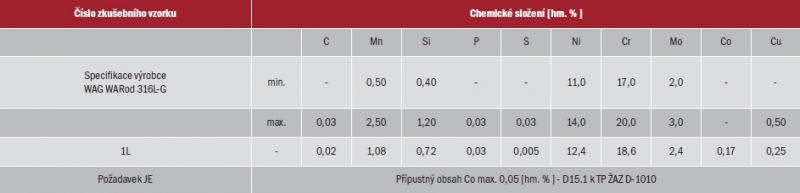
Chemické složení svarového kovu dokladováno inspekčním certifikátem výrobce přídavného materiálu typu 3.1 podle ČSN EN 10204.
Závěrečným vyhodnocením osvědčovacích zkoušek je schvalovací list přídavného materiálu WARod 316L-G pro použití v jaderné energetice vystavený AO č. 267.
5. Výsledky zkoušek
WARod 316L-G je osvědčen pro maximální teplotu jaderného zařízení Tmax = 350 °C. Přídavný materiál je možno použít jako náhradu původního přídavného materiálu Sv-04Ch19N11M3 a to pouze pro aplikace u kterých není požadován maximální přípustný obsah Co < 0,05 % a pro aplikace, kde struska ulpívající na kořeni svarů nemůže ohrozit provoz zařízení. Před aplikací musí být poloha svařování ověřena WPQR.
V rámci procesu osvědčování WARod 316L-G byly výsledky rovněž použity pro ověření přídavného materiálu za účelem vystavení inspekčního certifikátu typu 3.2 podle ČSN EN 10204 pro výrobu zařízení podle vyhlášky 309/2005 Sb. v bezpečnostní třídě BT1 a BT2. Inspekční certifikát typu 3.2 č. IC 3.2/16/2015/22 vystavila autorizovaná osoba AO 267 ČSÚ, s.r.o. Ostrava se souhlasem výrobce přídavného materiálu Welding Alloys Group pro danou tavbu, rozměr, značku, účel použití a dodané množství.
6. Nezávislý dohled
Specifické ohodnocení zkoušeného materiálu WARod 316L-G provádí AO 267 ČSÚ, s.r.o. Ostrava, která rovněž provádí dohled nad prováděním kontrol a zkoušek podle vyhlášky 309/2005 Sb. Držitel povolení společnost ČEZ, a. s. sohledem na plnění ustanovení vnitřní legislativy.
ČEZ_ST_0038 Technická bezpečnost a §7 odst. 3 písm. b) vyhlášky 132/2008 Sb. provádí prostřednictvím útvaru Technická bezpečnost nezávislý dohled nad oblasti zkoušení přídavných materiálů. Dohled provedl Ing. Marcel Beňo Ph.D. včetně posouzení a schválení programu osvědčovacích zkoušek včetně plánu kontrol a zkoušek, dále vstupní ověření základního a přídavného materiálu, průběh svařování a vyhodnocení všech požadovaných zkoušek před vydáním schvalovacího listu AO 267.
Vzhledem k výsledkům technologické proveditelnosti svarů nedoporučuje útvar Technické bezpečnosti ČEZ použití přídavného materiálu WARod 316L-G k aplikaci na VZ a VZSN BT1 a BT2. Z kvalifikace postupu svařování WPQR vyplývají zásadní dvě omezení:
ad1) WPQR schválen pouze pro polohu PA
ad2) před aplikací WARod 316L-G provedení pracovní zkoušky s vyhodnocením.
Příklad nálezu z dohledu:
Porušení technologické kázně při přípravě svarové plochy k opravě nátrubku č. 47 N8 PG 131YB30W01. Vystaven protokol s nálezem č. 16/DNTB-SV/3156, vystavena neshoda v JSSNU č. 1615449. Oprava provedena odvrtáním a výměnou za nový nátrubek dle schváleného postupu
výměny nátrubku.
Příklad nálezu z dohledu:
Proveden dohled na pracovišti dodavatele svářečských prací. Vedoucí Práce předložil neschválený PKZ. Výkon dohledu zaznamenán do PKZ č. ZE06130/KP/809_205 Zjištěné závady; není posouzen a schválen PKZ č.ZE06130/KP/809_205 Neshoda sČEZ_ME_0079r13. Vystavena neshoda v JSSNU č. 1612122V programu dohledu vystaven protokol č. 16/DNTB- SV/2833 s nálezem. Vyřešení neshody zajistil přípravář PP zpracováním, posouzením a schválením PKZ u stanoveného posuzovatele a schvalovatele PKZ.






















NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Každý z osmi turbogenerátorů Jaderné elektrárny (JE) Dukovany je vybaven novou statickou budicí soupravou, kterou projek...
Společnost Rusatom Service (součást struktury ruské korporace pro atomovou energii Rosatom) podepsala s provozovatelem b...
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
Realizace: SE-MO Data s.r.o.