
Generálna oprava turbogenerátora – previnutím statora
Rubrika: Uhelné
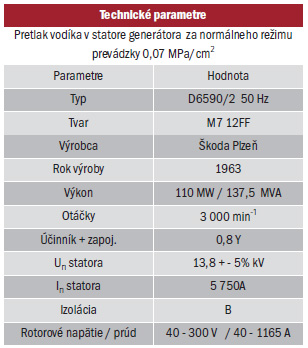
V rámci procesu prípravy projektu ,,Investičný podiel na generálnej oprave blokov č. 1 a 2 ENO B“ bola zabezpečená ,,Generálna oprava (GO) turbogenerátora TG 1 ENO B“. V čase projektovej prípravy vykonal útvar inžinieringu dôkladnú analýzu technického stavu turbogenerátora a technických zariadení nainštalovaných na plynovom a olejovom hospodárstve. Na základe záznamov a protokolov z predchádzajúcich opráv a výsledkov z diagnostík bol zhodnotený stav stroja a technická kondícia pre ďalšie roky prevádzkovania. Bol stanovený rozsah generálnej opravy s realizáciou v roku 2015 s následným odporučením previnutia statorového vinutia do roku 2020.

Popis turbogenerátora
Turbogenerátor je elektrický stroj určený na výrobu elektrickej energie chladený vodíkom.
Stator turbogenerátora
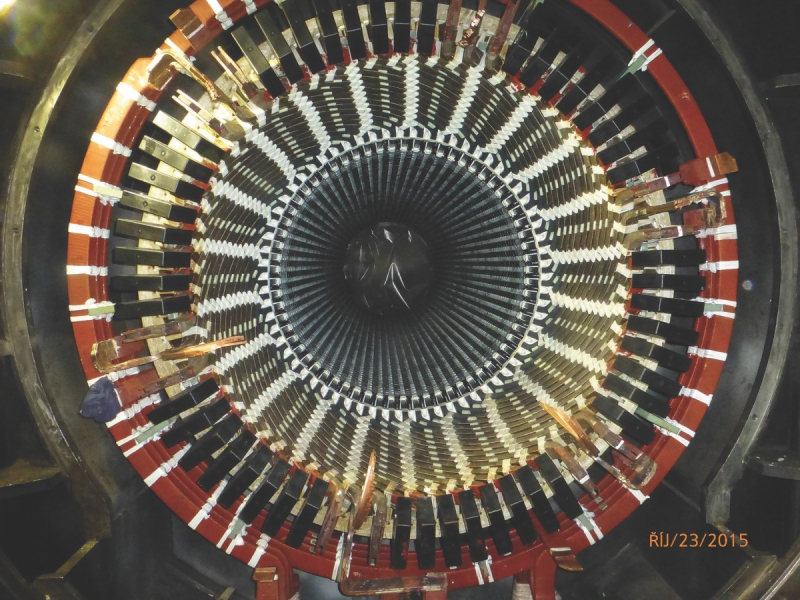
Teleso statora turbogenerátora tvorí samostatná zvarená kostra, v ktorej sú na ribinových pravítkach uložené dynamoplechy z nízkostratového materiálu, medzi ktorými je izolácia. Medzi zväzkami plechov sú ventilačné kanály. Celý magnetický obvod je stiahnutý oceľovými doskami, v miestach zubov mosadznými hrebeňmi. Ku kostre statora sú z oboch strán priskrutkované oceľové zvárané veká, v ktorých sú súmerne zvisle uložené štyri diely chladiča vodíka. Pre zamedzenie unikania vodíka zo stroja sú priechody rotorových čapov cez štíty tesnené proti atmosfére radiálnymi olejovými upchávkami. Do upchávkového telesa je privedený tlakový olej, ktorý je pretlačený do radiálnej medzery medzi hriadeľ a upchávkové krúžky.
Vinutie statora je dvojvrstvové s dvoma paralelnými vetvami, na strane vývodu vinutia z generátora je vinutie spájané spojovacími pásmi, ktoré sú vyvedené k priechodkám. Permutované tyče, ktoré tvoria jednotlivé vodiče, sú zložené z pásov elektrolytickej medi. Izolácia jednotlivých tyčí je v triede B, kombinovaná s mikafóliovými páskami v rovnej časti a na čelách vinutia. Proti skratovým silám sú čelá vinutia vystužené gumoidovými vložkami a pribandážované ku konzolám upevneným na čelách kostry. Izolačný systém statorových vinutí je na báze štiepanej sľudy s termoplastickým pojivom asfaltu. Jednotlivé fázové vinutia generátorov TG 1 vyvedené zo stroja sú zakončené plynotesnými kondenzátorovými priechodkami umiestnenými pod strojom. Ďalej cez prístrojové transformátory prúdu sú fázové vývody vedené zapuzdrenými vodičmi k blokovému transformátoru. Meranie teploty za prevádzky je vykonávané meracími sondami, ktoré sú zabudované na dôležitých miestach vinutia a magnetizačného obvodu statora.
Rotor turbogenerátora
Rotor je vyrobený ako jednodielny výkovok z chróm-nikel-molybdén-vanadiovej ocele. Vlastnosti materiálu sú počas hutného spracovania výkovku overované radou skúšok. Vinutie je uložené v radiálnych drážkach na obvode rotora tak, aby bol dosiahnutý vhodný tvar magnetického poľa. Čelá vinutia sú vystužené texgumoidovými vložkami. Odstredivé sily čiel zachytávajú zmienené obruče, ktoré dosadajú u tela rotora na koniec bronzových klinov a uzatvárajú drážky, čím tvoria spoľahlivý tlmič. Na oboch stranách rotora sú nasadené axiálne ventilátory s vymeniteľnými duralovými lopatkami. Na strane budiča sú na čape rotora osadené dva vetrané oceľové zberné krúžky. Zberné ústrojenstvo turbogenerátora pozostáva z nosnej konštrukcie, kartáčových držiakov, uhlíkových kefiek a zberných krúžkov. Rotor je uložený na strane turbíny v ložisku turbínového telesa, na strane krúžkov v samostatnom ložiskovom stojane. Obe ložiská sú vybavené prípojkou na centrálny rozvod tlakového oleja, ktorý pri rozbehu premazáva čap, a tak sa zmenšuje záberový moment a vydieranie paniev. Mazanie ložísk turbogenerátora za prevádzky je zaisťované z mazacieho systému turbíny. V roku 1991 sme v rámci komplexnej rozšírenej generálnej opravy zrealizovali previnutie rotora s izolačným systémom v triede F.
Plynové a olejové hospodárstvo turbogenerátora
Plynové hospodárstvo zaisťuje naplnenie turbogenerátora vodíkom a jeho trvalú prevádzku s vodíkovou náplňou o predpísanom tlaku a čistote. Rotor generátora je tesnený radiálnymi olejovými upchávkami, ktoré umožňujú udržať v generátore pretlak vodíka. Upchávky sú konštruované tak, že je do nich privádzaný tesniaci olej s vyšším tlakom, než je tlak vodíka v stroji. Potrebný tlak tesniacemu oleju v tomto okruhu dodáva hlavné, prípadne núdzové čerpadlo. Vysušenie vodíka v generátore je vykonávané vysúšačom, ktorý pracuje na princípe vymrazovania vlhkosti.
Stav pred realizáciou
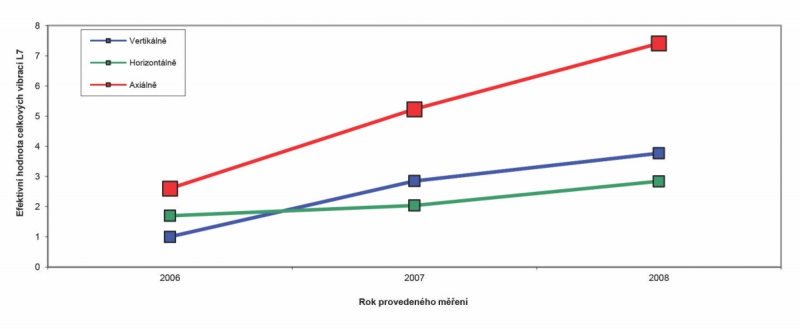
Turbogenerátor na bloku č. 1 ENO B mal v roku 2014 odprevádzkovaných 287 381 hodín, do prevádzky bol uvedený v roku 1964. Izolačná sústava statorových vinutí je pôvodná a bola vyrobená v tepelnej triede B. Za uplynulé roky neboli na vinutí a izolačnom systéme statora turbogenerátorov vykonané žiadne konštrukčné zmeny alebo rozsiahle opravy. Od uvedenia turbogenerátora do prevádzky boli v pravidelných intervaloch realizované generálne a bežné opravy, kompletná prevádzková diagnostika stroja, profylaktické merania stavu izolácie statorového a rotorového vinutia. V roku 2008 bolo na turbogenerátore zistené výrazné zvyšenie vibrácií ložiskového stojanu č. L 7. Na základe uvedeného zistenia boli v novembri 2008 vykonané podrobné topografické merania na ložiskovom stojane L 7, na základovej doske generátora a v jej blízkosti. Meranie potvrdilo zvýšené vibrácie, pričom boli zistené i trhliny na betónovej zálievke a v mieste pod odpadovým potrubím mazacieho oleja. Na základe uvedených zistení boli vykonané následné analýzy s hodnotením, že prevádzkovanie turbogenerátora je možné za podmienky vykonávania vibrodiagnostiky v kratších intervaloch a zrealizovania rekonštrukcie ukotvenia ložiskového stojanu pri najbližšej generálnej oprave.
Fáza prípravy projektu
Útvar inžinieringu začal prípravu projektu v roku 2013. Bola vypracovaná technická špecifikácia v nasledovnom rozsahu zrealizovania generálnej opravy turbogenerátora:
- Predodstávková diagnostika elektrického stroja.
- Profylaktické merania izolačných systémov po odstávke, počas opravy a po ukončení opravy.
- Požadovaný rozsah primárnych skúšok elektrických ochrán generátora vo väzbe na ostatné ochrany bloku č. 1.
- Zadefinovaný rozsah opravy ukotvenia ložiskového stojanu L 7.
- Požadovaný rozsah diagnostiky a prác na klzných ložiskách L 6 a L 7.
- Zadefinovaný rozsah opravy telesa statora vrátane vodíkových chladičov.
- Zadefinovaný rozsah opravy na rotore generátora.
- Zadefinovaný rozsah opravy technických zariadení na plynovom a olejovom hospodárstve turbogenerátora.
- Diagnostika a oprava časti systémov kontroly riadenia.
- Zadefinovaný rozsah predkomplexných a komplexných vyskúšaní.
Fáza obstarávania
V roku 2014 sme uskutočnili proces obstarávania. V rámci neho spracovala najlepšie technicko-ekonomické riešenie na realizáciu generálnej opravy turbogenerátora spoločnosť BRUSH SEM s. r. o. Plzeň.
Fáza realizácie generálnej opravy
Pred odstavením turbogenerátora z prevádzky prebehla vstupná diagnostika elektrického stroja s vykonaním profylaktických meraní za prevádzky stroja, následne aj po odstavení a zaistení elektrických zariadení. Generálna oprava turbogenerátora bola realizovaná v rozsahu stanovenom v technickej špecifikácii. Postupne boli urobené demontážne práce so zameraním na zhodnotenie skutkového stavu jednotlivých komponentov, spresnenie rozsahu a postupu prác. Základným dokumentom, z ktorého sme v tejto etape vychádzali, bol Zhotoviteľom spracovaný a Objednávateľom odsúhlasený projekt organizácie postupu prác a časový harmonogram realizácie prác. Vo väzbe na odprevádzkované hodiny turbogenerátora bola venovaná mimoriadna pozornosť skutkovému technickému stavu nasledovných častí stroja:
- magnetizačný obvod,
- zaklinovanie statorových vinutí,
- bandáž a izolácie statorových vinutí,
- stav izolačných priechodiek,
- stav rotora generátora,
- stav ložísk,
- stav ostatných častí (upchávky, chladiče)
Stator generátora
V rámci generálnej opravy turbogenerátora TG 1 ENO B sme zrealizovali diagnostiku izolačného systému statorového vinutia. Z dôvodu nevyhovujúcich výsledkov bola vykonaná oprava. Po ukončení prác sme urobili opakovanú profylaktickú diagnostiku. Na základe výsledkov merania sme skonštatovali, že ani po vyčistení izolácie a nastriekaní vinutia novým izolačným lakom nedošlo k zlepšeniu izolačných vlastností statorového systému statorového vinutia. Problém sa skrýval v drážkach statora a na výstupe z nich v miestach, kde nie je možné uskutočniť opravu. Na základe nameraných hodnôt bolo vyhodnotené, že vinutie je na konci svojej technickej životnosti. Izolačný systém vinutia bol vo veľmi zlom technickom stave a nebolo možné zaručiť bezproblémové uvedenie generátora TG 1 ENO B do prevádzky. Existovalo veľké riziko pravdepodobnosti prierazu izolácie statorového vinutia pôsobením bežných prechodových dejov v elektrickej sieti. V prípade prierazu izolačného systému hrozilo riziko totálneho poškodenia magnetizačného obvodu statora. Na základe uvedených skutočností odborníci Objednávateľa a Zhotoviteľa spoločne skonštatovali, že boli zistené zásadné odchýlky od technických štandardov bezpečnej a spoľahlivej prevádzky turbogenerátorov.
Rozhodnutie
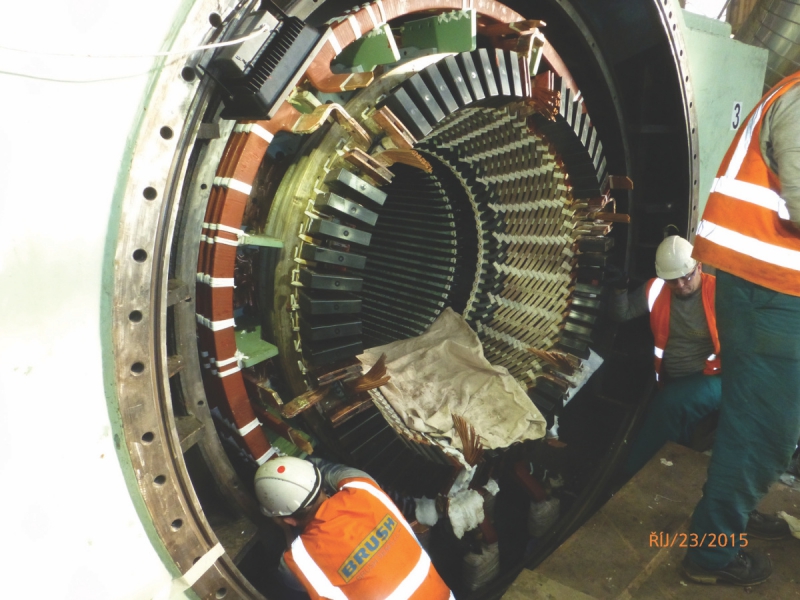
Na základe vstupných informácií o stave izolačného systému statorového vinutia turbogenerátora TG 1 ENO B bolo prijaté rozhodnutie, že vo väzbe na plán prestoja bloku č. 1 ENO B je z technického a ekonomického hľadiska najvýhodnejšie riešenie previnutie statora generátora priamo na stanovišti v priestoroch strojovne.
Výzva pre inžiniering a Zhotoviteľa
Pre pracovníkov inžinieringu a Zhotoviteľa vznikla náročná úloha a výzva skoordinovať postup a spôsob organizácie práce tak, aby bol dodržaný pôvodne plánovaný prestoj bloku č. 1 ENO B. Na základe manažérskeho rozhodnutia bolo operatívne stanovený požadovaný rozsah prác nasledovne:
- pripraviť a vykonať všetky predpísané legislatívne opatrenia k zabezpečeniu preventívnych opatrení z hľadiska bezpečnosti pri práci pre prípad, že by v čase demontážnych prác bola zistená prítomnosť azbestových vlákien v izolačnom systéme statorového vinutia. Po odobratí sterov z vnútornej časti statora a vinutia nebola prítomnosť azbestových vlákien zistená,
- v priestoroch strojovne oddeliť pracovisko generátora od priestorov strojovne mobilným stanom so zabezpečením neustáleho podtlaku počas vykonávania prác a s filtrovaním vzduchu,
- vytrhať vin tie z magnetizačných obvodov statorov,
- ukladať cievky a zvyšky izolačného systému do tesných vakov s následným uložením do uzamykateľných kontajnerov,
- po vytrhaní vinutia vykonať dôkladnú dekontamináciu celého statora,
- po vytrhaní vinutia vykonať vizuálnu kontrolu stavu magnetizačného obvodu statora,
- v rámci diagnostiky magnetizačného obvodu sme požadovali vykonať:
- pred zahájením prác na vytrhávaní vinutia kontrolu stavu magnetizačného obvodu metódou Elcit
- po vytrhaní vinutia vykonať silovú magnetizačnú skúšku magnetického obvodu s napätím 6,0 kV
- po navinutí statora vykonať kontrolu stavu magnetizačného obvodu metódou Elcit
- v prípade zistenia nálezu na magnetizačnom obvode počas vykonávania magnetizačných skúšok zabezpečiť opravu medziplechovej izolácie v navrhnutom rozsahu až po predchádzajúcom odsúhlasení rozsahu opravy Objednávateľom,
- spracovať novú dokumentáciu statorového nového vinutia,
- pripraviť previnutie statora generátora do triedy izolácie F,
- zabezpečiť výrobu vinutia a dodávku stavby,
- vystriekať drážky generátora polovodivým lakom (lak dodá Zhotoviteľ)
- navinúť stator,
- zaklinovať drážky magnetizačného obvodu klinmi (nové kliny dodá Zhotoviteľ)
- po navinutí statora zrealizovať kompletnú diagnostiku izolačného systému statorového vinutia a magnetizačného obvodu,
- Zhotoviteľ v spolupráci s Objednávateľom odporučí rozsah a postup vykonania primárnych skúšok ochrán generátora.
Počas prevíjania statorového vinutia sme nové kliny v drážkach vinutia podopreli pružnými izolačnými vlnovcami, aby sme zamedzili uvoľneniu klinov počas prevádzky. Všetky vystužené segmenty na čelách vinutia boli podložené, čím sme dosiahli presné nalícovanie jednotlivých dielov. Ako ochranu proti koróne na výstupe tyčí vinutia z drážok sme použili len neazbestové materiály. Nové vinutie bolo vyhotovené s izoláciou v triede F na báze reaktoplastickej izolácie s teplotou do 155°C.
Rotor generátora
Oprava a diagnostika rotora generátora bola zrealizovaná vo výrobnom závode bez zistenia závad.
Plynové a olejové hospodárstvo generátora
V rámci prestoja výrobného zariadenia bol zrealizovaný plánovaný rozsah prác s kompletným pretesnením ručných a hydraulických regulačných ventilov.
Rekonštrukcia ukotvenia ložiskového stojanu L 7
Rekonštrukciu opravy ukotvenia ložiskového stojanu L 7 vykonal subdodávateľ spoločnosti BRUSH SEM, s. r. o. firma ŠKODA PRAHA Invest v spolupráci so Stavebnou fakultou STU Bratislava. Pred zahájením prác na oprave betónového základu bola urobená dôsledná vibrodiagnostika a po odstavení stroja zameral geodet osadenie základovej frémy ložiskového stojanu voči základovej fréme generátora. Postup opravy ukotvenia ložiskového stojanu bol uskutočnený v súlade s požiadavkami stanovenými Objednávateľom a podľa Realizačného projektu spracovaného Zhotoviteľom diela.
Stav po realizácii
Po ukončení generálnej opravy turbogenerátora boli postupne vykonané funkčné skúšky jednotlivých častí turbogenerátora. Pred uvedením turbogenerátora do prevádzky odovzdal Zhotoviteľ Objednávateľovi protokoly z ukončenia montážnych činností a ostané doklady z opravy, ktoré sú nevyhnutné pre uvedenie vyhradeného technického zariadenia skupiny A do prevádzky podľa vyhlášky Ministerstva práce, sociálnych vecí a rodiny SR č. 508/2009 z.z.
Počas uvádzania turbogenerátora do prevádzky boli postupne zrealizované Predkomplexné vyskúšanie a po uvedení turbogenerátora do trvalej prevádzky Komplexné vyskúšanie.
Zhodnotenie
Vďaka odborne zdatným pracovníkom inžinieringu, údržby a prevádzky Elektrární Nováky a odborníkom z renomovanej firmy BRUSH SEM s. r. o. Plzeň vrátane ich subdodávateľov sa generálnu opravu TG 1 ENO B podarilo zrealizovať v požadovanom rozsahu a kvalite v pôvodnom plánovanom prestoji bloku č. 1 ENO B.
Overhaul of the turbo generator – By winding of the stator
In a scope of the preparations for the project „Investment share on an overhaul of unit 1 and 2 ENO B“, „Overhaul of Turbo generator TG1 ENO B“ was ensured. During a period of project preparations, engineering organ performed a thorough analysis of a technical condition of the turbo generator and technical devices, which are installed into oil and gas systems. Based on your reports and protocols from previous repairs and from diagnosis, the condition of the device and the technical condition was determined for following years of operation. Extent of overhaul was determined as well as a planned date of realization in 2015 and a winding of the stator until year 2020 was recommended, too.
Autor


NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Společnost ECO-BUILDING BRNO s.r.o. byla v rámci výstavby Nového zdroje Elektrárny Ledvice 660 MWe (NZ ELE), kterou prov...
U příležitosti 15. výročí založení firmy UnionOcel s.r.o. a uplynutí 10. let od otevření servisního a skladového centra ...
Pro speciální provozy, kde je nutná multikomponentní analýza plynů (např. H2O, CO2, CO, N2O, NO, NO2, SO2, HCL, HF, NH3,...
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
Realizace: SE-MO Data s.r.o.