
Strukturní anomálie svarových spojů provozovaných potrubních systémů
Rubrika: Údržba
Příspěvek se zabývá třemi případy strukturních anomálií svarových spojů žáropevných ocelí, které byly způsobeny teplotou. Prvním případem je výskyt vytvrzených oblastí u provozovaného parovodu z bainitické oceli ČSN 15 128. V druhém případě jde o masivní precipitaci na rozhraní mezi svarovým kovem a základním materiálem provozovaného potrubí z austenitické oceli typu 18Cr-10Ni-Ti. Poslední případ dokumentuje vliv překročení provozní teploty na celkovou strukturní stabilitu svarového spoje martenzitických ocelí P91 a P92.

Úvod
V rámci provádění běžných kontrol strukturních stavů provozovaných potrubních systémů se pracovníci UJP PRAHA a.s. v roce 2016 setkali s několika strukturními anomáliemi způsobenými vysokou teplotou, z nichž byly dva případy vybrány a jsou zde prezentovány jako případy I (parovod z bainitické oceli ČSN 15 128.5) a II (produktovod z austenitické oceli typu 18Cr-10Ni-Ti). K těmto dvěma ukázkám byl do třetice přidán výsledek simulace dlouhodobého překročení provozní teploty (případ III), která byla provedena pomocí urychlené laboratorní teplotní expozice svarového spoje z martenzitických ocelí P91 a P92.
Případ I – parovod z bainitické oceli ČSN 15 128.5
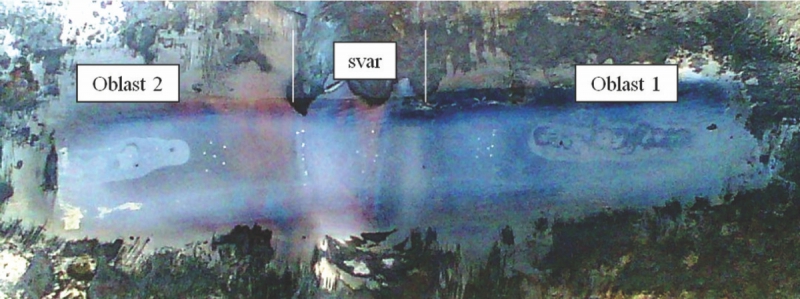
Při ultrazvukovém měření tvrdosti HV přes obvodové svarové spoje parovodu [1] byly na několika místech v základním materiálu ve vzdálenosti (2 až 5) cm od svarového kovu zjištěny oblasti s významným kolísáním naměřených hodnot, které se pohybovaly zhruba mezi 140 až 240 jednotkami HV. Provedené strukturní ověření ukázalo na povrchové tepelné ovlivnění neznámého původu, viz obr. 1. Detailní rozbor světelnou mikroskopií identifikoval v těchto oblastech několik strukturních pásem, které jsou symetricky rozloženy podle osy trubky (kolmo na vzdálený obvodový svar) a jejichž naměřené hodnoty tvrdosti i strukturní vzhled velmi připomínají jednotlivá pásma tepelně ovlivněné oblasti vzniklé při svařování. Přestože neznáme původ tohoto tepelného ovlivnění, jeví se velmi pravděpodobné, že jde pouze o povrchový jev bez významného vlivu na provoz parovodu.
Případ II – produktovod z austenitické oceli typu 18Cr-10Ni-Ti
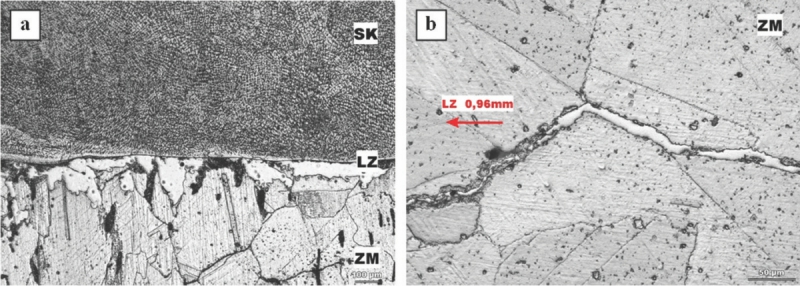
Během kontroly obvodových svarových spojů [2], které slouží jako napojení mezi rovnými částmi potrubí a koleny či tvarovkami (T kusy), bylo pouze na straně základního materiálu kolena či T kusu pozorováno výrazné vyloučení světlé masivní fáze (viz obr. 2a), a to jak na linii ztavení, tak na hranici austenitických zrn základního materiálu kolena či T kusu do přibližné vzdálenosti 2,5 mm od linie ztavení. Vlivem chemického naleptání relativně silným chemickým roztokem (směsí kyselin) byly vyloučené částice naleptány nebo přímo vyleptány z tuhého roztoku (viz obr. 2b).
Toto vyleptávání a samotný charakter vyloučení masivní fáze dokazují, že se nejedná o δ ferit, nýbrž o masivní vyloučení karbidické fáze, jehož intenzita s rostoucí vzdáleností od linie ztavení postupně klesá. Tento závěr, podložený detailním rozborem pomocí elektronové mikroskopie, byl potvrzen i měřením tvrdosti přes svarový spoj, kdy hodnoty naměřené v blízkosti linie ztavení na straně výskytu masivní precipitace byly zhruba o 30 (až 50) jednotek HV vyšší než na straně rovné části potrubí.
Popsané strukturní jevy mají původ v dlouhodobém přehřátí na teplotní oblast karbidické precipitace během svařování, což svědčí o nedodržení interpass teploty. Skutečnost, že se toto přehřátí projevilo pouze na straně oceli, jejíž vlastnosti byly ovlivněny výchozí výrobou (ohýbáním, kováním či rozdílným tepelným zpracováním), ukazuje na zcitlivění takto upraveného materiálu, který se stává potenciálním místem pro vznik případné poruchy.
Případ III – svarový spoj martenzitických ocelí P91 a P92
Pro ukázku nebezpečnosti dlouhodobého překračování provozní teploty svarových spojů z martenzitických ocelí P91 a P92 byla při řešení výzkumného projektu č. FR-TI4/406 [3] provedena urychlená laboratorní expozice při teplotách (650, 675 a 700)°C a na takto exponovaných vzorcích svarových spojů byly následně prováděny destruktivní materiálové zkoušky s cílem vyhodnotit dopad působení vysoké teploty na mechanické i strukturní vlastnosti těchto svarových spojů.
Teplotní izotermická degradace při teplotě 650°C po dobu 5 000 a 12 600 hodin neměla z hlediska světelné mikroskopie výrazný vliv na strukturní vlastnosti jednotlivých oblastí svarového spoje, patrné bylo pouze postupné popouštění martenzitické struktury, především v oblasti svarového kovu. Taktéž měření tvrdosti a mikrotvrdosti nevykazovalo žádné zvláštnosti. Nejvyšších hodnot dosahoval vždy svarový kov, naopak nejnižších interkritická oblast na rozhraní mezi pásmem částečné překrystalizace a základním materiálem. Po 5 000 hodinách došlo k poklesu tvrdosti vlivem popouštění martenzitické matrice především v oblasti svarového kovu, ale po 12 600 hodinách se tvrdost základních materiálů vrátila na původní hodnotu, což ukazuje na dodatečnou precipitací karbidických fází.
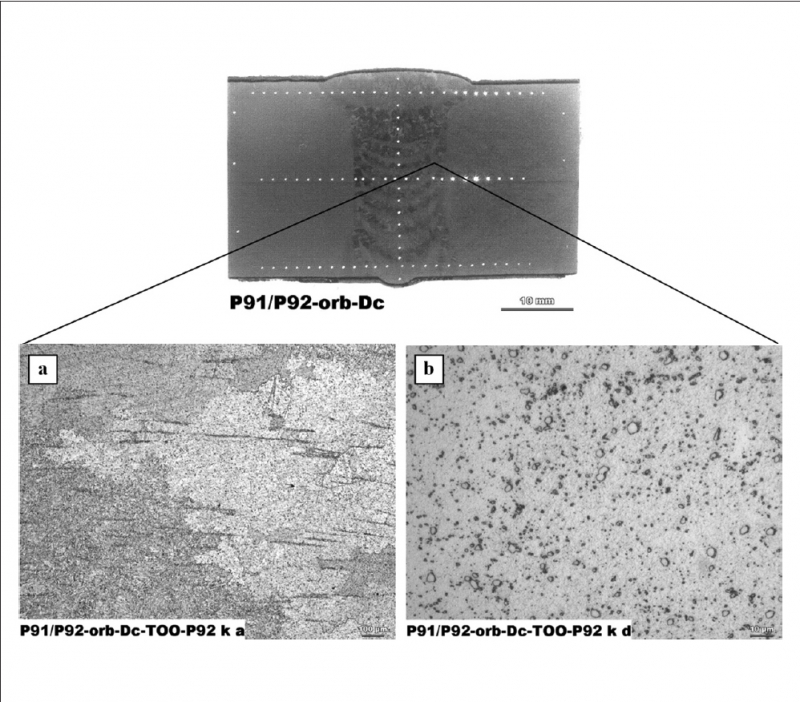
Popsané ovšem již neplatilo při stejné době žíhání (12 600 hodin) za vyšších teplot, především 700°C. Při této teplotě totiž došlo k tak výraznému popuštění martenzitické struktury, že jak ve svarovém kovu, tak v pásmu přehřátí tepelně ovlivněné oblasti bylo lze pozorovat oblasti tvořené čistě feritickým zrnem s velikostí původního austenitického zrna (obr. 3a) a výrazně zhrublými karbidu typu M23C6 na hranicích původních martenzitických zrn (obr. 3b).
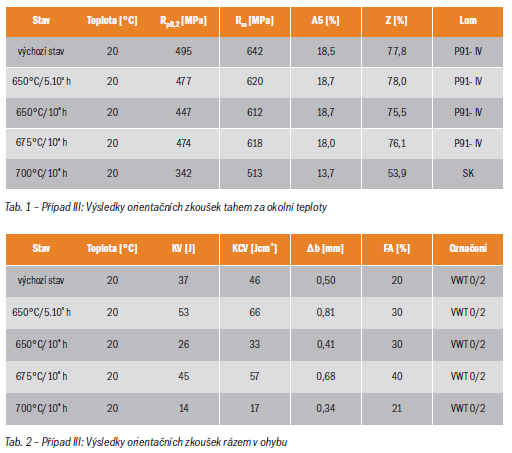
Tyto mikrostrukturní jevy se projevily i na tvrdosti, která ve svarovém kovu klesla pod hodnotu základního materiálu i tepelně ovlivněné oblasti. Důsledkem také byly výrazně zhoršené výsledky zkoušky tahem (tab. 1) i rázem v ohybu (tab. 2), které končily vždy lomem ve svarovém kovu na rozdíl od výchozích či degradovaných stavů při teplotách (650 a 675)°C, které vykazovaly lom typu IV na straně oceli P91. Tomu odpovídaly i vzhledy lomových ploch jak na tělesech po tahových zkouškách, tak též
na tělesech po zkouškách rázem v ohybu.
ZÁVĚR
Uvedené tři příklady strukturních anomálií, jejichž zdrojem bylo překročení teploty ať už při svařování nedodržením interpass teploty, či při dlouhodobé expozici, dokazují vysokou úroveň nebezpečnosti tohoto jevu, který může vést až k fatální změně mechanických vlastností provozovaného potrubního systému. Drobnou útěchou však zůstává schopnost detekovat toto nebezpečí pomocí provádění nedestruktivních kontrol strukturního stavu provozovaného zařízení.
Poděkování
Tento příspěvek vznikl za finanční podpory MPO ČR při řešení projektu č. FR-TI4/406 programu TIP 4.
Literatura
[1] Svobodová, M., Douda, J., Chmela, T., Kočí, J., Řezníček, T. (2016): Technická zpráva T670. Praha: UJP PRAHA a.s.
[2] Svobodová, M., Douda, J., Chmela, T., Kočí, J., Řezníček, T. (2016): Technická zpráva T669. Praha: UJP PRAHA a.s.
[3] Horváth, L., Svobodová, M., Junek, M., Chmela, T., Horváth, J. (2016): Zpráva UJP 1687 – závěrečná zpráva příjemce projektu FR-TI4/406. Praha: UJP PRAHA a.s.
STRUCTURAL ABNORMALITIES OF WELDED PIPELINE SYSTEMS IN OPERATION
This article deals with three cases of heat affected structural abnormalities of welded creep-resisting steels. The first case was observed in exposed pipeline made of bainitic ČSN 15 128 steel where hardened areas near a weld joint were found. In second case, a huge carbide precipitation on a fusion line in welded austenitic steel of 18Cr-10Ni-Ti type was observed. Last case represents an effect of exceeded operation temperature on structure stability of welded joints of martensitic steels, especially grades P91 and P92.
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Firma ŠKODA JS a.s., byla již u vzniku Jaderné elektrárny Dukovany, a to od výroby jejího „srdce“ - tedy reaktoru - přes...
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
Realizace: SE-MO Data s.r.o.