
Renovace hřídelového drtiče aglomerátu
Rubrika: Technologie, materiály
Firma Corodur Verschleiss-Schutz GmbH, sídlící v Thale, již několikrát úspěšně provedla kompletní renovaci hřídelového drtiče aglomerátu ve smontovaném stavu pro velké evropské hutní společnosti. U těchto oprav mělo, mimo řešení úloh technologické povahy, velký vliv především použití kvalitnějších materiálů s odolností proti opotřebení, které jednoznačně přesvědčily svou vysokou životností.

Hřídelové drtiče aglomerátu slouží ve výrobním procesu ke zmenšení žhnoucího, vysoce abrazivního aglomerátu, který je pak, po dalším třídění, transportován k sestavě drtičů vysoké pece. Velikost zrna drceného aglomerátu v této fázi procesu determinuje jak geometrie drtících zubů, tak i tvar roštnice a stav opotřebení těchto prvků.
Při stávající technologii oprav byly opotřebované hřídelové drtiče aglomerátu kompletně demontovány, tzn. demontována ložiska a vyhazovače na obou stranách, stejně jako všechny opotřebené segmenty drtiče. Pro stanovení dalších kroků oprav následovala kontrola ložisek, hřídele, zvedače a segmentů drtiče pro posouzení možnosti dalšího použití, popř. možnosti renovace. Při posuzování nožů drtiče jako hlavních součástí podléhajících otěru, je poté nutné rozhodnout, zda zhotovit nové odlitky nebo jen opravit opotřebované zuby drtiče.
Podle našich zkušeností nevznikají u hřídele drtiče aglomerátu žádná poškození a vyhazovače (ejektory), které jsou výrazně méně zatížené otěrem, jsou opotřebeny jen částečně. Masivní hřídelový drtič vykazuje v závislosti na vytížení vždy více nebo méně rozšířená opotřebení dosedacích ploch nožů drtiče.
Obzvláště silné opotřebení dosedacích ploch může na šestihranném průřezu hřídele v krajním případě vést k relativním pohybům těchto samostatných nožů drtiče, což může poškození hřídele ještě znásobit. Zásadní část námi navrhnuté technologie oprav se týká opakovaného použití jednotlivých sestav, dále úspory nákladů za montáž a demontáž, jakož i zpevnění celého hřídelového systému a zvýšení životnosti pomocí optimalizace navařované legury.
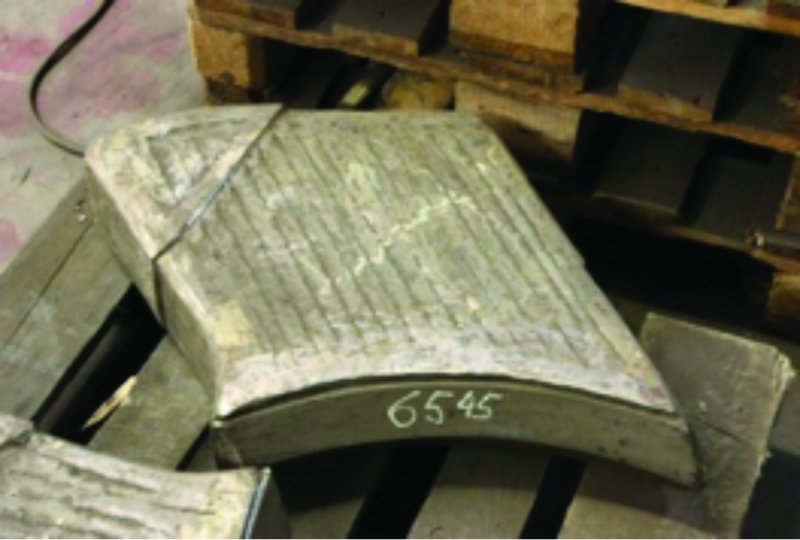
Za předpokladu funkčnosti ložisek a opětovného použití obou vyhazovačů a všech segmentů drtiče je z naší strany garantována renovace nábojového drtiče aglomerátu bez demontáže. Pro potřebné úkony byla opotřebovaná hřídel (viz. obr. 1) uložena otočně na konzolách a polohována tak, aby mohl být kompletní pracovní postup prováděn jak mechanicky, tak i ručně bez dodatečné manipulace.
Na začátku pracovního postupu je nutné odstranit všechny opotřebované zuby drtiče a vyhazovač a provést vyrovnání nábojových meziprostor řezáním plamenem (viz obr. 2, 3).
Dále následuje částečné vyspárování styčných ploch nábojů pro přípravu spojovacích svarů jednotlivých paprskových segmentů drtičů. Souběžně jsou z konstrukční oceli vypáleny nové zuby a s výjimkou oblasti přípravy svaru jsou v plném rozsahu navařeny ve vícevrstvách (viz obr. 4, 5).
Po očištění připravené hřídele jsou vyspárované nábojové spoje spojeny svařením metodou UP a cylindrické nábojové pláty znovu sestaveny do původního tvaru (viz obr. 6). Po této fázi renovace vznikne dvojice kompaktních nábojů, pevně upevněných na hřídel. Relativní pohyby jednotlivých hvězdicových segmentů na jejich usazeních jsou tak během provozu vyloučeny.
Předpřipravené půlměsícové plechové výpalky jsou následně navařeny do stíracích komor podle tvaru výchozí geometrie (viz obr. 7).
Ochrana proti opotřebení je zde aplikována obdobně jako u jednotlivých zubů drtiče a vyhazovače v otevřeném procesu pomocí trubičkového drátu Corthal® 65 MnV. Používá se jak automatizovaný proces, tak i ruční navařování (viz obr. 8).
Po ukončení nanášení legovaných vrstev na zuby drtiče, vyhazovače a paprskových segmentů jsou díly opět svařeny podle stanovené konstrukční dokumentace. Oprava končí navařením spojovacích svarů. Obrázky 9, 10, 11 a 12 ukazují tyto pracovní postupy a hřídelové drtiče aglomerátu, které jsou kompletně zrenovované a znovu připravené k montáži. Renovace trvala dva měsíce včetně všech přípravných činností a poskytla kompletně opravený hřídelový drtič aglomerátu s prodlouženou životností. O výrazné prodloužení životnosti zařízení se zasloužil především vývoj a použití návarového materiálu Corthal® 65 MnV se speciálními vlastnostmi. Kombinací komplexních karbidů ve struktuře se zvýšenou zbytkovou pružností byla natolik snížena křehkost navařených vrstev, že náchylnost k praskání návaru při zatížení rázem na hranách a v rozích bylo sníženo na minimum, při zachování vynikající odolnosti proti abrazi a teplotnímu působení.
Právě tato náchylnost k praskání a odlupování návarového materiálu v minulosti výrazně urychlovala korozi a opotřebení, a byla příčinou předčasné údržby.
Pokud vycházíme z toho, že celková hmotnost renovovaného hřídelového drtiče činí cca 32 tun a hmotnost 14 kusů nově odlitých segmentů drtiče je cca 18 tun, můžeme názorně vidět efekt šetření zdrojů naší technologií oprav, využívající jen cca pět tun náhradního materiálu ve formě výpalků pro polotovary zubů a segment drtiče a návarový materiál.

Autor: Dipl. Ing. Frank Napalowski, obchodní ředitel, svářečský inženýr, Corodur Verschleiss-Schutz GmbH
Společnost UnionOcel je exklusivní zástupce Corodur pro střední a východní Evropu.
Renovation of agglomerate shaft shredder
Corodur Verschleiss-Schutz GmbH, headquartered in Thale, has already refurbished agglomerate shaft crushers in the assembled state for large European metallurgical companies multiple times. In carrying out these repairs, apart from solving technological problems, the use of better quality wear-resistant materials, which because of their service life were clearly convincing, had a big influence.











NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Společnost ArcelorMittal Tubular Products Ostrava (AMTPO), dceřiná společnost huti ArcelorMittal Ostrava, uzavřela význa...
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
Realizace: SE-MO Data s.r.o.