 Technologie, materiály Elektroerozivní obrábění jako metoda výroby zkušebních těles pro průmyslové provozy a kalibraci
Technologie, materiály Elektroerozivní obrábění jako metoda výroby zkušebních těles pro průmyslové provozy a kalibraciElektroerozivní obrábění jako metoda výroby zkušebních těles pro průmyslové provozy a kalibraci
Rubrika: Technologie, materiály
Elektroerozivní obrábění se díky stále širšímu uplatnění těžko obrobitelných materiálů stává běžně používaným způsobem obrábění. Výjimečné schopnosti této technologie rozšiřují možnosti obrábění a díky ní vznikají jinak nevyrobitelné díly s komplikovanými tvary. Elektroerozivní obrábění je jednou z metod, pomocí které se ve společnosti Centrum výzkumu Řež vytváří zkušební tělesa s umělými defekty, vhodná pro kalibraci a zaškolení obsluhy nedestruktivních měřících přístrojů. Takto vytvořené defekty se podobají defektům v reálných průmyslových a energetických provozech a jsou proto vhodná ke kvalifikaci měřících postupů.
Odpadem z netřískového obrábění je pudr
I přes masivní nástup 3D tiskáren je stále jednou z nejzákladnějších úloh v průmyslu obrábění plného materiálu. Elektroerozivní obrábění využívá kombinaci poznatků o elektřině, chemii a materiálu k cílenému erodování elektricky vodivého materiálu do potřebného tvaru. Na rozdíl od frézování či vrtání nevznikají při elektroerozivním obrábění třísky ani špony. Proto tento typ obrábění nazýváme netřískové. Obrobený materiál odchází z místa obrábění ve formě mikroskopických částeček, které svým charakterem připomínají jemný pudr. Postup elektroerozivního obrábění je relativně pomalý a běžně se pohybuje v rozmezí 0,5-5 mm/h. Musíme ale vzít v úvahu, že vytváříme rovnou finální tvar výrobku často i s konečnou drsností povrchu a obrábí se zpravidla velice odolné materiály.
V anglické i české literatuře se pro tento typ obrábění často používá označení EDM z anglického Electro Discharge Machining.
Princip elektroerozivního obrábění
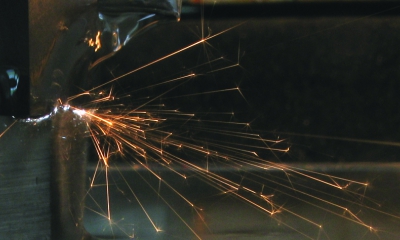
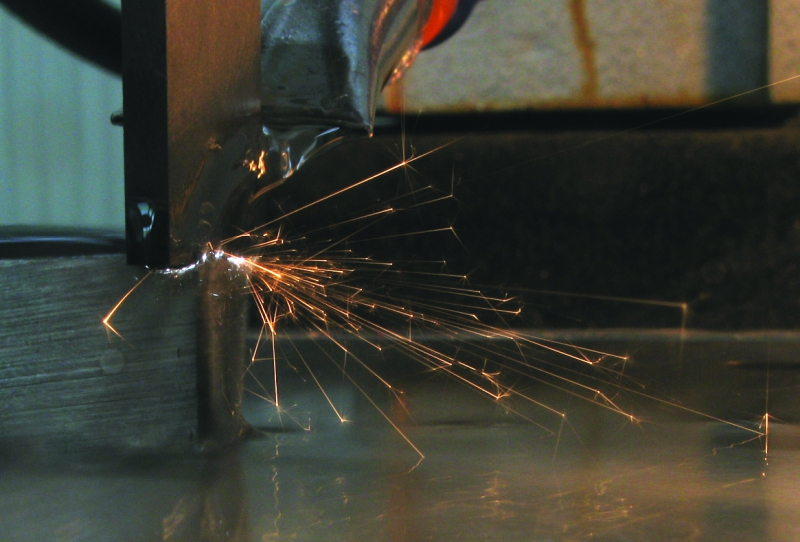
Elektroerozivní obrábění je technologie, při níž se materiál odebírá drobnými elektrickými výboji (jiskrami) mezi obrobkem a elektrodou (nástrojem) v kapalném dielektriku. Materiál obrobku je odebírán sérií výbojů (jisker), které náhodně vznikají mezi vodivým obrobkem a elektrodou. Elektroda je obvykle připojená na záporný pól a je od obrobku (kladný pól) oddělena malou mezerou kapalného dielektrika. Při obrábění dochází přednostně k erozi obrobku, ovšem i na elektrodě dochází k menšímu opotřebení. Mezi nástrojem a obrobkem nepůsobí mechanické síly a stroj se proto snadno řídí počítačem tzv. CNC řízením (Computerized Numerical Control = číslicové řízení pomocí počítače), přičemž je dosahováno vysokých přesností v řádu až 0,001mm [1].
Nejčastěji se v praxi setkáváme se dvěma hlavními způsoby obrábění, která využívají tohoto principu. Jedná se o elektroerozivní hloubení a elektroerozivní drátořezání.
Při hloubení se elektroda pohybuje směrem do obrobku až do chvíle, kdy přeskočí elektrický výboj či výboje. Poté se opět lehce oddálí (výboj se přeruší) a cyklus se opakuje v řádu jednotek až stovek Hertzů. Každý výboj “odštípne“ mikroskopický kus obrobku, který je odplaven dielektrikem a elektroda může postoupit hlouběji do obrobku. Elektroda tedy v postupně vytvoří v obrobku svůj negativní otisk. Vznikají tvarové plochy či dutiny o vysoké přesnosti a jakosti povrchu.
Drátořezání funguje obdobně jako hloubení, přičemž postupující elektrodou je tenký drát. Drát má často průměr menší než 0,1mm. Tento drát se postupně “prořezává“ obrobkem čímž vznikají mimořádně tenké, tvarově komplikované řezy o vysoké přesnosti při minimálním úbytku materiálu.
Kromě již zmíněné vysoké přesnosti je hlavním důvodem pro použití elektroerozivního obrábění možnost použití i na extrémně tvrdé a obtížně obrobitelné materiály. Navíc lze takto vytvořit komplikované tvary, které se třískovým obráběním nedají vyrobit – příkladem může být otvor čtvercového průřezu. Tato technologie je ovšem použitelná pouze na vodivé materiály.
Využití v praxi je široké
V praxi se elektroerozivní obrábění převážně využívá pro výrobu forem do lisů. Vznikají tak velice přesné obrobky bez stop po nástroji, které by vznikly například při frézování.
V Centru výzkumu Řež však tuto technologii využíváme zejména pro výrobu zkušebních těles pro energetický průmysl a pro výrobu dílů do extrémních prostředí jakými jsou testovací smyčky výzkumných jaderných reaktorů a podobně.
Zkušební tělesa slouží pro kalibraci nedestruktivních měřících přístrojů vyhledávajících skryté vady v materiálu a pro školení jejich obsluhy. Příkladem těchto metod je ultrazvukové prozvučování, nebo rentgenové snímkování. Tato tělesa se také využívají pro kvalifikování postupů nedestruktivního měření. Tím se jednoznačně prokazuje, že přístroj spolu s operátorem jsou schopni takovouto vadu nalézt a správně vyhodnotit.
V rámci vývoje se v CVŘ ročně vyrobí okolo 50 vzorků zkušebních těles. Na základě objednávek dodáváme našim partnerům jednotky až desítky těles v průběhu roku. Doba výroby těles se značně liší od těch nejjednodušších, které jsou vyrobeny za 2-3 týdny, až po komplikovaná tělesa s dobou výroby až 6 měsíců. Mezi hlavní partnery Centra výzkumu Řež v oblasti výroby těles touto metodou patří provozovatelé energetických zařízení jako je ČEZ a. s., Slovenské elektrárne a.s. a společnosti s nimi spolupracující.
Závěr
Energetický průmysl a s tím spojený vývoj a výroba v Centru výzkumu Řež využívá specifické přednosti elektroerozivního obrábění pro výrobu zkušebních těles a obrábění slitin exotických kovů. Pomocí této technologie jsme schopni řešit jinak neřešitelné či velmi náročné obráběcí úkony. Touto technologií se nám daří vytvářet zkušební tělesa s realističtějšími vadami, než jsou zkušební tělesa s jednoduchými zářezy a vývrty s plochým dnem. Jejich nasazení přispívá k větší spolehlivosti nedestruktivních měření v energetickém průmyslu a tím i ke zvyšování bezpečnosti provozu.
Poděkování:
Presentované výsledky byly finančně podpořeny Ministerstvem školství, mládeže a tělovýchovy - projekt LQ1603 Výzkum pro SUSEN. Práce byla realizována na velké infrastruktuře Udržitelná energetika (SUSEN) vybudované v rámci projektu CZ.1.05/2.1.00/03.0108 a CZ.02.1.01/0.0/0.0/15_008/0000293.
Reference
[1] Technický slovník naučný 1-8. Praha, ED 2005
[2] MAŇKOVÁ, I. Progresívne technologie. Košice: Edícia vedeckej a odborné literatůry, 2000. ISBN 80-7099-430-4.
[3] STAVINOHA, Z. Obr. 11: Digitální učební materiály - Nekonvenční metody obrábění. In: Internetový portál COPTEL [online]. 2012 [cit. 5.11.2018]. Dostupné z: https://coptkm.cz/portal/?action=2&doc=33788&docGroup=4931&cmd=0&instance=2
[4] EDM obrábění In: Ntzvsetin [online]. [cit. 7.11.2018]. Dostupné z: http://www.ntzvsetin.cz/?page_id=60
Společnost Centrum výzkumu Řež je členem Skupiny ÚJV. Skupina ÚJV zahrnuje mateřskou společnost ÚJV Řež, a. s., a tři její 100% vlastněné dceřiné obchodní korporace. Aktivity Skupiny ÚJV se synergicky zaměřují na výzkum a specializované služby pro energetiku, průmysl a nukleární medicínu v ČR i v zahraničí. Jednotlivé společnosti disponují rozsáhlou, často unikátní technologickou infrastrukturou a jsou zapojeny do řady profesionálních platforem na národní i mezinárodní úrovni.
Autor
![Obr. 1 – Schéma elektroerozivního hloubení. [2]](/PublicFiles/UserFiles_2/image/2018/afp418/800x800_hodac_01.jpg)
![Obr. 2 – Schéma obrábění drátořezem. [3]](/PublicFiles/UserFiles_2/image/2018/afp418/800x800_hodac_02.jpg)

![Obr. 5 – Typický zástupce elektroerozivního obrobku – tvarově komplikovaná forma z vysoce pevné oceli. [4]](/PublicFiles/UserFiles_2/image/2018/afp418/800x800_hodac_05.jpg)



NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Obecně se říká, že kotel je srdcem každé tepelné elektrárny. A to nejen z důvodu, že generuje páru, která pohání ostatní...
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
Realizace: SE-MO Data s.r.o.