 Technologie, materiály „Díky novému centru jsme konkurenceschopnější i na vzdálenějších trzích,“
Technologie, materiály „Díky novému centru jsme konkurenceschopnější i na vzdálenějších trzích,“„Díky novému centru jsme konkurenceschopnější i na vzdálenějších trzích,“
Rubrika: Technologie, materiály
uvedl v rozhovoru pro časopis All for Power Ing. Jaroslav Milsimer, ředitel úseku turbín společnosti Doosan Škoda Power.

Pane řediteli, jak hodnotíte dosavadní provoz nového stroje?
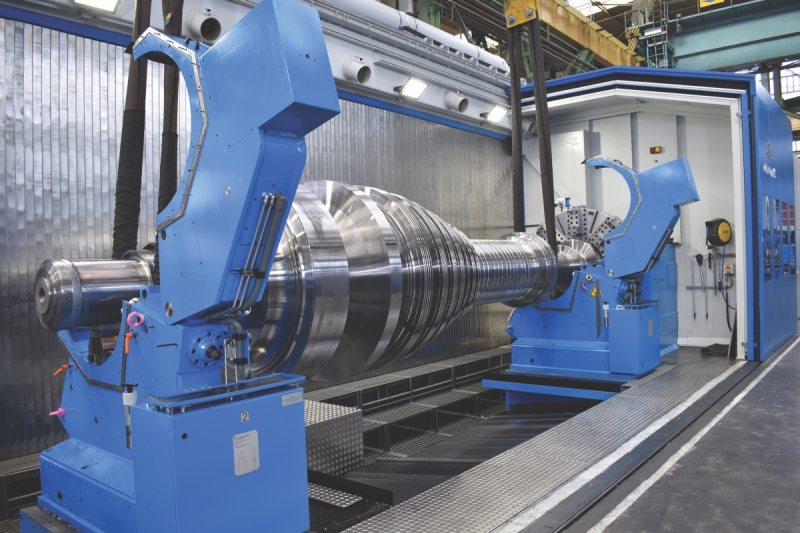
Podívejme se na věc ze dvou pohledů. Po stránce technických parametrů stroj splňuje všechny aspekty kladené na něj z naší strany. Všechny operace, čili soustružení, frézování a vrtání vykazují z hlediska rychlosti, rozměrových tolerancí a drsnosti povrchu výrazné kvalitativní zlepšení oproti našim stávajícím strojům. Dám příklad, stará horizontální fréza disponovala maximálními otáčkami na vřeteni 630 za minutu, stejný stroj v novém centru dosahuje až 4 000 otáček za minutu. Soustružení, frézování pro uchycení lopatek, vrtání spojkových otvorů a zámků pro pojištění lopatek, vrtání otvorů pro vyvažovací šrouby… To vše nyní děláme na jednom stroji. Výrazně se tak zkrátily manipulační časy. Díky všemu uvedenému se celková doba výroby průměrného rotoru zkrátí ze zhruba z 1 000 na 550 hodin.
Druhým faktorem je práce, resp. výkon obsluhy. Několik týdnů naši operátoři pracovali pod dozorem specialistů německé firmy GEORG. V následujících týdnech či měsících výkonnost mírně klesla, což bylo důsledkem mírné nejistoty nebo obav osádky z takto velkého obráběcího centra. Je potřeba si uvědomit, že jde o náročnou technologii v hodnotě téměř dvou set milionů korun. Je to jako začít sám bez učitele řídit silný a rychlý automobil poté, kdy jsme získali řidičský průkaz. Přechod na novou technologii jsme dlouhodobě připravovali a pečlivě volili budoucí obsluhu. Jsem rád, že naši výborní operátoři se s novým strojem rychle sžili a všechny procesy si osvojili. Ruku v ruce s tím precizujeme toky informací, dokumentaci jednotlivých operací, výměnu zkušeností a podobně.
Moderních NC strojů máme ve firmě samozřejmě mnoho, ale takto rozsáhlé a komplexní centrum je novinkou. Rozměry centra jsou impozantní a operátoři nebyli na toto dříve zvyklí.
Co se stalo se starými stroji, které nové centrum nahradilo?
Staré stroje jsme si ponechali a po přerozdělení činností pro ně našli jiné využití. Zvažujeme, že bychom například na stávajícím soustruhu rotory hrubovali a dokončovací operace frézování pak realizovali na novém stroji.
Popišme si procesy výroby v rámci tohoto nového centra…
Jde vlastně o standartní záležitost. Systém v CNC funguje tak, že proces obrábění připravuje programátor na PC, který pracuje se 3D modely. Vytvořený program, resp. technologický proces, je před uložením na server zkontrolován našim dalším softwarem, který eliminuje a kontroluje případné kolize - stroj, obrobek, nástroj... Pomocí dalšího softwaru se vytvoří tzv. nástrojový list. Operátor stroje tak má dostatek informací k tomu, aby stroj spustil a rozfázoval potřebné operace. Řezný proces pak sleduje prostřednictvím kamery, což má příznivý dopad i na bezpečnost práce. Operátor totiž není vystaven případnému zranění. Po ukončení celého technologického procesu operátor uloží odladěný program zpět na server. V případě nějakých změn či kolizí na toto upozorní programátora, který program aktualizuje a tento je pak připraven pro případnou opakovanou výrobu v budoucnu.
V oficiálních tiskových zprávách je uvedeno, že firma nákupem stroje zvýší svou konkurenceschopnost. Prosím o komentář.
Dopad do konkurenceschopnosti je potřeba spatřovat například v tom, že nám nové centrum umožní snížit náklady na výrobu. Jsme tak efektivnější a můžeme našimi turbínami konkurovat i na vzdálenějších trzích, jakými jsou Jižní Amerika, střední či východní Asie. Bohužel, v Evropě trh s parními turbínami stagnuje jednak z důvodu nasycenosti trhu, nebo z důvodu zaměření našeho kontinentu na větrnou energetiku a další obnovitelné zdroje. Musíme se proto ještě více než v minulosti zaměřit na export do vzdálenějších lokalit.
Proč padla volba právě na německého dodavatele?
Do soutěže se přihlásily nejlepší světové firmy na obráběcí centra. Našim nejvýraznějším požadavkem byla (mimo výkon a kvalitu jednotlivých operací) univerzálnost stroje.
Vítězná firma GEORG nabídla přesně to, co jsme požadovali. Někteří výrobci sice nabídli například výkonnější a kvalitnější část frézování, ale nám šlo především propracovanou a efektivní kombinaci soustružení a frézování na jednom místě.
Oproti jiným dodavatelům navíc GEORG nabídl inovované centrum ověřené provozem. Ostatní dodavatelé šli do soutěže s roky zajetým řešením, které vyvíjeli před cca 15 lety. Musíme si uvědomit, že jsme chtěli stroj, který tady bude sloužit desítky let. GEORG je aktuálně ve vývoji a hlavně praktickém využití moderních obráběcích center podle našeho názoru nejdále, a to rozhodlo.
V souvislosti s novým centrem jste zmínil i vyšší kvalitu výsledných produktů – čili rotorů. Co vše za tím stojí?
Pokud se bavíme o zvýšení kvality ve směru rozměrových parametrů, pak za tím stojí celková konfigurace stroje. Uvedu příklady. Představme si původní soustruh staršího provedení s krátkou výjezdovou délkou lamel, což byl zásadní technologický limit a problém v oblasti dodržení rozměrových tolerancí a drsnosti povrchu. V případě horizontální frézy je třeba komplikace s vysunutím pinoly. Čím více vysunujete tuto pinolu, tak tato v průběhu obrábění „padá“ a je problém s dodržením požadovaných přesností. Nové obráběcí centrum disponuje takovou konstrukcí, že konkrétně pinola je na nízkých podstavcích a její nastavení (a prakticky celého centra) je výrazně tužší. Centrum navíc disponuje stabilnějším modulárním systémem upnutí Capto, čili nepracujeme s klasickými sklíčidly nebo nožovými držáky.
Stroj využívá hydrostatické pánve, což jsou opěry obráběných rotorů. Rotor se tam může otáčet rychleji, protože je dynamicky stabilnější. Můžeme tak jít do výrazně vyšších řezných rychlostí. Další výhodou stroje je to, že disponuje vlastním měřícím systémem. Je vybaveno například nezávislým ramenem s přístroji, které kontroluje průměr rotoru. Měření na starých strojích probíhá sice moderními přístroji, ale ručně. Tady je vše automatizováno. Prvních několik měsíců jsme měřili ručně i automaticky, abychom měli jistotu, že vše funguje.
Stroj zajišťuje i potřebnou filtraci mazacích olejů a eliminuje možnost průtoku chladicích kapalin do oleje. Významná je i nižší spotřeba elektrické energie, která je dosahována hlavně díky moderním motorům s řízením pomocí frekvenčních měničů.
Byly součástí dodávky i řezné nástroje?
Na základě dlouholetých zkušeností našich specialistů a ve spolupráci s dodavatelem centra jsme vyhodnotili jako nejlepšího dodavatele nástrojů německou firmu Emuge Franken, která má pro tvarové frézování podle našich požadavků nejlepší výrobek. V dalším období však budeme testovat znovu a případné další dodavatele.
Mimochodem, jaké trendy v oblasti obráběcích nožů vnímáte?
Výrobci nástrojů jsou ve vývoji jednoznačně před výrobci strojů. Je to samozřejmě logické. Vývoj v použitých materiálech nebo tvaru nástrojů jde „snáze“ než v případě vývoje velkých obráběcích center. Nástrojáři si doslova „hrají“ a vylepšují své nástroje ve směru materiálů, chemického propojování karbidů, povlakování, odvádění třísek a podobně. Nástroje ze slinutých karbidů umí až 300 metrů za minutu, v případě speciální keramiky se bavíme o řezné rychlosti až 500 metrů za minutu. Vyšší otáčky mohou samozřejmě znamenat intenzivnější chvění obrobku, ale toto se kompenzuje propracovanou strategií obrábění nebo tvarem řezného nástroje.
Moderní stroj bude jistě vyžadovat i propracovanou údržbu…
Jistě. Součástí dodávky je i záruční a pozáruční servis. Máme specifikován systém údržby, čili co má v oblasti údržby dělat operátor a v jakých periodách, operátor má předepsáno, jak má postupovat a o čem informovat naši údržbu, je nastaven propracovaný systém preventivní údržby a o každé významné části centra máme záznamy o provozu, o průběhu odstávky a opravy. O servis nového stroje se bude starat náš specializovaný údržbářský tým, který bude své kroky konzultovat s výrobcemcentra. Údržba a servis vybraných částí centra bude v kompetenci specializovaných společností, resp. dodavatelů konkrétních komponent či celků.
Centrum disponuje řadou sofistikovaných snímačů, které kontrolují teplotu vybraných technologií, množství hladin oleje či chladící vody, měří se vibrace, zatížení a podobně. Po určité době nebo dosažení odpracovaných hodin provedeme kontrolu geometrie stroje.
Předpokládám, že strojní park se brzy rozšíří o další nový stroj.
Tato investice do nových strojů není samozřejmě poslední. Již v průběhu září začne v našich výrobních prostorách pracovat nový horizontální stroj s vřetenem 130 milimetrů od firmy TOS Varnsdorf. Tento stroj nahradí původní stroj z padesátých let minulého století.
Jaroslav Milsimer (10. 7. 1957)
Vyučil se jako strojní zámečník na učilišti plzeňské Škodovky. Na místní střední škole následně dokončil formou dálkového studia maturitu. V roce 1988 nastoupil na dálkové studium na Strojní fakultu Západočeské univerzity, obor Technologie. Diplomovou práci zpracoval na téma Automatizace vrtacích cyklů na numericky řízeném otočném stole. U plzeňského výrobce turbín začal pracovat jako strojní zámečník, následně jako mistr skladu, poté si ve firmě prošel různými technicko-hospodářskými funkcemi. V roce 2005 začal pracovat jako vedoucí odboru Technologie. Od roku 2013 je ředitelem úseku turbín společnosti Doosan Škoda Power. Jaroslav Milsimer, který tak celý svůj profesní život zatím strávil v jediné firmě, ve volných chvílích rád sportuje. Dříve byl dokonce aktivním vyznavačem lehké atletiky, konkrétně sportovní chůze.
Související články


Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
Realizace: SE-MO Data s.r.o.