
Presnosť výroby oceľových konštrukcií v energetike
Rubrika: Rozvody energií, Technologie, materiály
Aj keď oceľové konštrukcie tvoriace nosné prvky prenosových ciest energie, ktoré budú témou tohto príspevku nepatria do kategórie presného alebo precízneho strojárstva ako napr. hydraulika, prevodové skrine, harmonické prevodovky, a pod., aj u nich sa stretávame s fenoménom nepresnosti výroby končiacim až s fatálnymi dôsledkami. Do obsahu tohto príspevku zámerne nebolo pojaté vymenovanie celého radu noriem predpisujúcich triedy presnosti skupín výrobkov a k nim priradených tolerančných odchýlok a ani dnes trendové zavádzanie celých systémov organizačno-výkonných zabezpečení kvality od výberu dodávateľa, materiálu, technológie až po výstupnú kontrolu akosti a riešenie rozporu, stanovenie zodpovedností a pod. Avšak prax je neúprosne taká, že každodenne pri kontrole rozpracovaných konštrukcií priamo v dielňach a pri preberaní hotových výrobkov pravidelne dochádza k zisteniu nedostatkov.
Kde hľadať príčiny tohoto stavu, navzdory dokonalým systémom kvality, kontrolným postupom alebo auditom, končiac po chodbách fi riem galériami zarámovaných certifi kátov.
Po zhrnutí mnohoročnej praxe z tejto oblasti sme dospeli k záveru, že sa tu jedná o každodenný, nikdy nekončiaci boj o kvalitu, ktorý sa nemôže spoľahnúť dokonca ani na tradíciu, ale ktorý treba vybojovať vždy odznovu, u každého konkrétneho kusa výrobku! Keďže sa nejedná o sériovú výrobu, pásovú, kde sa obrábacie centrá raz zoradia na začiatku zmeny, potom sa už len kontrolujú dosahované tolerancie alebo dokonca automaticky korigujú odchýlky, u ťažkých, rozmerných, ale hlavne veľkých oceľových konštrukcií stožiarov liniek vn a vvn, portálov v rozvodných staniciach alebo konštrukcií nesúcich viac ako drahé a dôležité prístroje vypínačov, odpojovačov, sa presnosť dáva do vienka výrobku u každého kusa. Laikovi sa oprávnene môže zdať pozornosť zameraná na tieto, na prvý pohľad hrubé výrobky prehnaná. Až hlbším pohľadom do problematiky geometrickej symetrie, osových síl v priečkach, prevádzkových síl v lanách vodičov ale pozor, dynamických silových špičiek pri skratových prúdoch, švihnutí ťažkých zväzkov vodičov, námrazy atď., sa objaví skrytá obava pred zlyhaním konštrukcií práve v týchto okamžikoch. Preto benevolencia pri preberaní, alebo falošná kolegialita s výrobcom, ktorá sa ostatne nemilosrdne obráti proti nemu, lebo team odborníkov vyšetrovacej komisie zložených z rôznych špecializácií, skôr či neskôr neomylne odhalí plytšie alebo hlbšie skrytú podstatu a v konečnom dôsledku príčinu pádu – havárie konštrukcie. Pravdaže v čase keď je najviac dôležitá, najviac namáhaná, obyčajne sa to stáva v čase živelných pohrôm, keď obyvateľstvo na odstraňovanie škôd najviac potrebuje výkon – elektrickú energiu (kúrenie v snehom odrezaných, zasypaných lokalitách, čerpaní vody v zaplavených mestách, New Orleans a pod.). Práve posledne spomínané vplyvy, a to nevtieravo postupujúce klimatické zmeny spôsobujú len za posledných 6 rokov extrémne namáhania a kolapsy celých úsekov prenosových ciest – napr. Senica – Rohožník 62 stožiarov, Levice 17 stožiarov, Nemecko 50 stožiarov, ale aj pády striech supermarketov, športových hál, výstavných sál, a pod. (obr. 1, 2).


Ďalším fenoménom zdôrazňujúcim odolnosť konštrukcie zviazanú s kvalitou výroby je v poslednej dobe obava z teroristických útokov majúcich v tomto prípade mimoriadnu efektivitu, na prakticky nikým nechránených poľných, lesných, horských úsekoch vedení vn a vvn prenosových ciest. Rozpad alebo skolabovanie značnej časti energetickej sústavy bol v praxi predvedený nedávno v USA, ale aj v Európe, s ich dôsledkami pre ekonomiku a morálku obyvateľstva.
lektrovod Holding tým, že si vybudoval od svojho zrodu celú kompaktnú výrobnú základňu pre prakticky všetky energetické prenosové prvky, venoval sa vývoju a získal pri zavádzaní výrobných technológií od žiarového zinkovania, spracovania konštrukčných prvkov stožiarov na NC riadených vysoko precíznych strojoch, vybudovaním technickej základne pre zavedenie výroby ohraňovaných stožiarov, zvládnutím problému a zavedením plazmových nástrekov kontaktných vrstiev prístrojových svoriek, plazmového delenia dlhých rezov, až po kooperáciu výroby sklenených izolátorov, získal široké spektrum hlbokých odborných znalostí z vyššie citovaných oblastí. Preto dnes takto zodpovedne pristupuje k otázke presnosti výroby, s ňou spojenej kvality a ešte viac prepojenej spoľahlivosti prevádzky energeticky prenosových ciest. Nie je to otázka formality, za ňou totiž kráčajú havárie v energetike.
Dnes, keď si investor vo verejnej súťaži vyberie dodávateľa, a ako prax ukazuje, nie je to vždy overený alebo renomovaný výrobca, vstupuje do rizika zveriť výrobu neznámemu, často krát najlacnejšiemu výrobcovi aj keď na prvý pohľad jednoduchých výrobkov oceľových konštrukcií. Po „transformácii“ nášho štátneho priemyslu došlo k roztrhaniu dobre vybavených a mnoho rokov systematicky technologicky budovaných strojárskych fi riem (tzv. atomizácii) na malé, technologicky izolované, slabo strojne vybavené s.r.óčky. Obyčajne stroje, ktoré mali cenu, boli privatizérmi vyvezené na dobre fungujúci trh s použitými strojmi v Nemecku. Preto pri návšteve bývalých výkladných skríň strojárskych technológií, Vás vítajú poloprázdne haly so síce ešte z podlahy trčiacimi 3-fázovými prívodmi k radám numericky riadených obrábacích centier alebo NC sústruhov, ale dnes premenených napríklad na parkovisko. V lepšom prípade sa pri vstupnom audite ocitnete v obrovskej výrobnej hale, ale bez súčasnej technológie, nahradenej manufaktúrnymi spôsobom síce odhodlaných ľudí, čerpajúcich z predchádzajúcich skúsenosti, ale vybavenosťou vrhnutých do kolísky priemyselnej revolúcie. A tak, na otázku audítora čím kontrolujú odchýlky priamosti 12.000 mm dlhých zvarencov nosníkov, ukážu na „špeciálne“ pre tento účel hobľované laty, opreté v kúte. Žiadny laserový lúč, žiadny zvárací dráhový automat, ale zvárač na kolenách, na zemi s úkrokmi. Tento príklad je tiež čerstvá skúsenosť obrazu extrémov stavu súčasnej technologickej úrovne Slovenska. Zámerne tu nespomínam obrovské zahraničné montovne, napríklad automobilky a podobne s jednoúčelovým zameraním. Ďalší fenomén je odsávanie kvalifi kovaných profesií, zváračov, sústružníkov, frézarov, nástrojárov, nastavovačov do napr. Českej republiky. Jedno mesto v strede Slovenska je napríklad omotané transparentmi „zamestnáme Vás všetkých“, ubytovanie a kyvadlový dovoz do ČR zabezpečíme...
Opakom spomínaných príkladov, ale tiež s výstupnými problémami kvality je dobre technicko-technologicky zachovaný vybavený závod, dokonca s unikátnou – investične ojedinelou technológiou, ale predsa len so sporadicky sa vyskytujúcimi problémami kvality.
Z tohoto uvedeného vyplýva, že otázka presnosti výroby je predovšetkým spojená s kvalitou zainteresovaných ľudí, s ich prirodzenou alebo vyškolenou technickou inteligenciou, schopných prijímať nové, dodržovať dobré staré, ale hlavne ochotných dodržovať technologickú disciplínu!
Práve táto má tendenciu cyklicky upadať, plynutím času ochabovať, postupy zjednodušovať, ale hlavne uľahčovať, čo je prirodzená ľudská vlastnosť vynaliezavosti si pomôcť.
Ďalej platí, že „mladí ľudia objavujú staré veci“. Príchodom dorastu, často krát s neuveriteľnou neinformovanosťou v odbore, ale s príslušnou kvalifi káciou a neopodstatneným sebavedomím, dochádza k spomínanej zostupnej krivke kvality, kým títo ľudia v pozícii výrobného manažéra, metódou rastu z vlastných omylov zvrátia túto osobnú krivku do vzostupnej fázy. Problém fl uktuácie, kde napr. v zahraničnej fi rme vyškolená obsluha numericky riadeného stroja odíde za plot do inej zahraničnej fi rmy „veľkoskladu“, kde behá s vysokozdvižným vozíkom s Wolkmanom v ušiach za vyššiu mzdu, je v súčasnosti trendom. Dokonca je to spoločnosťou ocenené ako žiadaná asertivita uchádzača o miesto. Z pohľadu fortieľnosti, odbornosti a hlbokých znalostí v tajoch problematiky, je súčasný vzor manažéra vysoko univerzálny telefonista, k tomuto povolaniu pripravený vysokou školou. Tento poznatok si autor doniesol čerstvo z Nemecka, kde prekvapujúco v brilantnej strojárskej fi rme vedenej majiteľom v zrelom veku bola táto otázka bez pokrytectva obnažená. Konkrétne sa jednalo o problém, že do renomovanej fi rmy sa hlási prebytok manažérov alebo počítačových odborníkov, ale fi rma márne hľadá hydraulikov, elektrotechnikov ovládacích obvodov, konštruktérov nových riešení strojov a technológov.
Ak sa váženým čitateľom v tejto chvíli možno zdá, že autor odbočil od témy – presnosť výroby v energetike, tak musím podotknúť, že práve v tomto „ľudskom faktore“ vidím príčiny aj dopady súčasných problémov.
Ďalej pristúpim k niekoľkým typickým, ale v praxi sa opakovane vyskytujúcim príkladom nepresnosti výroby, ako vznikajú a aký majú, alebo už mali negatívny dopad na zmontovateľnosť, prevádzkové vlastnosti alebo kolaps konštrukcie v praxi.
Začnem na prvý pohľad z geometrického hľadiska banálnym výrobkom, stavebnicovým dielcom ako stavebno-konštrukčným prvkom stavebnicových stožiarov, slúžiacich pre rýchle vybudovanie prenosovej cesty 110, 220 a 400 kV vedení v miestach havárie klasických stožiarov s vodičmi z titulu živelných pohrôm. Tento systém má Elektrovod Holding patentovo chránený a v spoluúčasti so Štátnou správou mobilizačných rezerv SR a útvarom krízového manažmentu pri Ministerstve priemyslu SR ho už 6-tym rokom vytvára, doplňuje a ochraňuje (obr. 3, 4).


Jedná sa o stavebnicové oceľové diely dĺžok 0,5 m, 1 m a 3 m, na oboch koncoch opatrených kompatibilným stykovým uzlom, rohových spojovacích uzlov, základových dielov a systémov kotvenia stožiarov v teréne bez potreby betónovania základov.
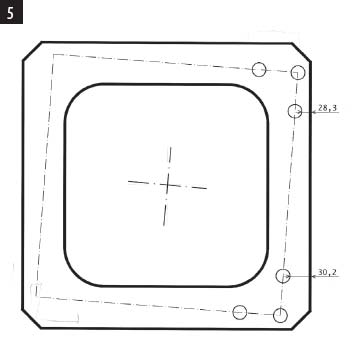
Diely tvoria kváder o čelných rozmeroch 500 × 500 mm a vyššie uvedených dĺžok. Návody na presnú výrobu vyvstávajú z podmienky dodržať myslenú os stožiara aj po zmontovaní väčšieho počtu stavebnicových prvkov za sebou. Preto odchýlka priamosti osi drieku, odchýlka kolmosti tejto osi na plochu čela stykového uzla, odchýlka identity čiel na torziu a osové rozostupy dier majú na výslednú geometriu zmontovaného stožiara významný vplyv. Hlavne u stožiarov s veľkou výškou a teda aj s veľkým množstvom takto zmontovaných stavebnicových dielov za sebou, napr. u 400 kV napäťovej hladiny, má výsledná priamosť drieku kľúčový význam. Tiež veľká preskoková vzdialenosť u tohoto napätia určuje veľké rozpätie rahna u stožiarov portálového typu. V krátkosti povedené „lego“ stavebnica si preto dobila svet hračiek, lebo akokoľvek veľký počet stavebnicových prvkov ste spojili, vždy presne zapadli a dovolili vrátiť sa k východziemu prvku. Inými slovami, je tak presne vyrobená, že vždy zaručene zapadnú spojovacie prvky, teda nespočítava + alebo -nepresnosti s množstvom stavebnicových dielov. Toto isté sa očakáva aj od skladačky stavebnicových stožiarov. Prax je však pri preberaní konštrukčných dielcov od výrobcov často krát iná ako ukazujú ilustračné fotky. Dôvody možno hľadať v predchádzajúcej časti príspevku, alebo sú ešte aj navyše špecifi cké a to aj za použitia najpresnejšej technológie aká je v EÚ dostupná, teda delenia laserovým lúčom a dierovaním sústavy dier v čelách na Numericky riadenom dierovacom stroji. Aký to paradox. Analýzou príčin, avšak už vzniknutých materiálno-fi nančných škôd – strát – vyšlo ešte doteraz vždy najavo, že sa o ne postaral všade prítomný „ľudský faktor“. Nedôslednosť, ochablosť v geometrickej ostražitosti, únavou, nočnou zmenou, zlyhaním alebo absenciou existencie systému kvality deklarovanom certifi kátmi. Na obrázkoch uvediem niekoľko príkladov pokračujúcej sériovej výroby zmätkov až do okamžiku zastavenia výroby (a škôd) z titulu externej kontroly odberateľa. Dovtedy vedenie fi rmy ani netušilo ako si usilovnou prácou svojich pracovníkov zmenšuje zisk zo zákazky na 3 zmenách.
Konkrétne sa jednalo o vybočenie rohových uholníkov voči obrysom stykového čela, pootočením súradnicovej sústavy osi 12-tich dier voči obrysom stykovej dosky čela, pretrhnuté zvary vplyvom zvyškových napätí v konštrukcii, necelistvému pozinkovaniu a objemovým okapom zinku na ploche stykového čela, vytvárajúcich bodové dotyky (obr. 5, 6).

Ďalej o prevýšenia roviny bokov dielov konštrukčnými prvkami výstuh, po dĺžke dielcov, rozmer stykových dier, ovalita stykových dier, a kuželovitosť stykových dier. V neposlednom rade smerové odchýlky osi drieku od kolmice s čelom stykového uzla a deformácie na stavebnicového prvku na torziu, najmä u 3 m dielov. Problém je o to širší, že zbytkové napätia a z nich vyplývajúce deformácie majú tendenciu skrútiť stavebnicový diel a preto je nutné experimentálne na veľa kusoch overiť postupnosť zvarov, ich rozmiestnenie a veľkosť vo vzťahu na ich vzájomnú elimináciu deformácie.
Postupom rokov bolo vyskúšaných, ale aj opustených viacero uchádzačov o výrobu z titulu nedodržania presnosti výroby tohoto jednoduchého, ale pritom náročného stavebnicového prvku. U každého z výrobcov prebehla etapa učenia, poučenia z neúspechu smerom k zlepšeniu, ale aj sporadicky sa vyskytujúce zlyhania. Preto všetky výrobné kontroly boli skôr zamerané
ako preventívne.
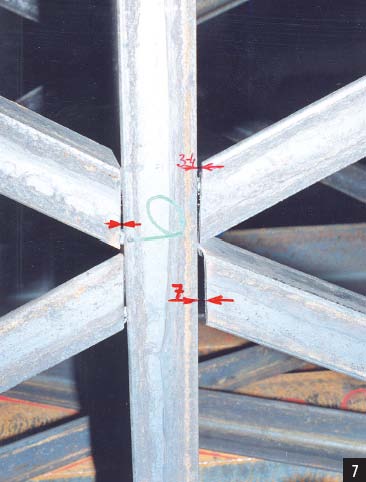
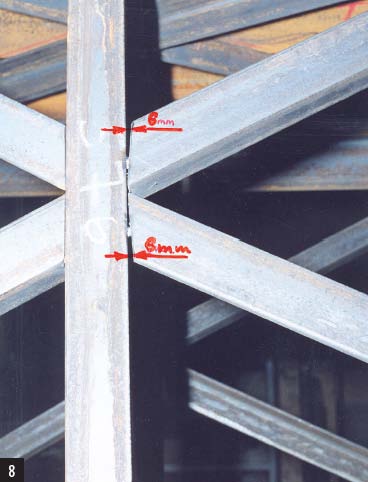
Ďalším príkladom nepresnosti počas výroby alebo nedodržanie technologickej disciplíny sú zvarence stožiarov priečneho portálu do rozvodnej stanice 400 kV nesúcich ťahové sily od izolátorových závesov prípojníc. Jedná sa o veľkú a strategicky významnú rozvodnú stanicu, ktorej výpadok následkom zlyhania konštrukcie má fatálne dôsledky najmä na škody v priemysle ako sekundárne. Jedná sa u nich o nenávratne zničené „teplé“ priemyselné technológie pracujúce s tekutým alebo cestovitým – roztaveným kovom, sklom, keramikou, rotačné pece cementu, a pod., kde zatuhnutím a prilepením z titulu zmraštivosti dôjde k vytrhaniu obloženia, stien alebo výmurovky. Takéto neprirodzene ztuhnuté zariadenia zastavené bez odstávkovej prípravy je potrebné následne rozbíjať pneumatickými zbíjačkami, čím vždy utrpí základná technológia. Tieto škody zavinené prerušením dodávky energie sa v regióne sčítavajú, a poisťovacie spoločnosti ich vymáhajú a hľadajú skutočného vinníka. V prípade, že sa nejedná o haváriu zapríčinenú živelnou pohromou, vyšetrenie príčin havárie je presné a dopad škody na dodávateľa konštrukcie veľmi konkrétny. V tomto uvedenom príklade sa jednalo o včasné zastavenie výroby ešte pred zváraním v etape zostehovania. Aby výrobca dodržal záväzné osové vzdialenosti stykových dier medzi sebou a základného dĺžkového rozmeru od päty stožiara, „pomohli“ si pracovníci natiahnutím konštrukcie na daný rozmer nedovolenými zvarovými medzerami, zo zle napílených výztužných prvkov.
Ako z obrázkov (7, 8) vidieť, zostehovanie sa na rozmer podarilo a nasledovať mala etapa zálevu roztaveným kovom. Vzhľadom na skutočné pomery v detaile sa nedalo hovoriť o princípe zvárania, aký bol pôvodne zamýšľaný a navrhnutý konštruktérom. Aj normou doporučené medzery alebo úprava hrán tu bola bezpredmetná. Samozrejme, že sa tu nejednalo ani o známe metódy elektrotroskového zvárania, alebo na stratenej, alebo vodou chladenej medenej podložke. Jednoducho tu išlo o vyplnenie medzery tekutým kovom a suplovaním chýbajúcej časti ocele konštrukcie. O teórii natavenia zvarovej hrany, ochrany kúpeľa ochrannou atmosférou, formovaním húsenice, účinkom objemového zmrštenia veľkého a ničím neformovaného zvarového kúpeľa tu nemôže byť ani reči. Samozrejme takáto tavba – zvar má k spôsobu jeho vyhotovenia zodpovedajúce vlastnosti, a to póry, dutiny, naplynenie, vmestky, nenatavenie zvarových hrán. Mechanické vlastnosti sú ďaleko nižšie ako naprojektoval a skontroloval statik, cez defektoskopiu by takáto tavba nemohla prejsť v žiadnom zo stupňov úrovní kvality. Mechanické deformácie od zmrštenia objemu roztaveného kovu sa mali napraviť kladivom za studena. Je možné, že po obrúsení takýchto „mostíkov“ a ďalších opráv zváraním s ďalším obrúsením by konštrukcia pri prebierke s náležitou vrstvou farby alebo zinku prešla vizuálnej kontrole!
Ale toto boli iba príklady banálnych závad.
Uvediem niečo z „kuchyne“ renomovaných fi riem svetového formátu, aby sme demonštrovali, že veľkosť fi riem nie je zárukou vyhnutiu sa výrobným nepresnostiam. Aj tu platí to staré dobré známe heslo, že trikrát meraj a raz zváraj. Jedná sa výrobnú nepresnosť rovnobežnosti stykových prírub spojovacích uzlov zložitej rámovej konštrukcie, zaťaženej veľkými silami o samotnej váhe až 60 ton (obr. 9, 10).


Táto nepresnosť, presnejšie povedané rôznobežnosť veľkoplošných prírub obdĺžnikového tvaru a po obvode opatreného 20-timi skrutkami, navyše, vplyvom privarenia na nosný profil a vystužená množstvom výstužných rebier, bola ešte vnútornými napätiami okrem rôznobežnosti zdeformovaná priehybom smerom k rebrám (obr. 11, 12).


Takáto kombinácia dvoch výsostne škodlivých chýb nemôže beztrestne prejsť ani vo svete techniky. Prvý fenomén – rôznobežnosť prírub po zoskrutkovaní uzavretého rámu vyvolá z titulu výrobnej nepresnosti skutočne veľké silové namáhanie všetkých zvarov stykového uzla a základného materiálu, do ktorého sa prostredníctvom výstužných rebier tieto sily prenesú. V kombinácii s druhým fenoménom, kde z titulu vnútorných pnutí pri zváraní došlo k priehybom stykových prírub až do stavu zjavného priehybu prírub smerom k zvarom výstužných rebier, čo už samo o sebe prezrádzalo existenciu veľkých zvyškových napätí, došlo po zoskrutkovaní takto nepresného a vyčerpaného spoja k vzniku trhlín.


A to ešte nezaťaženého nosného prvku od úžitkových síl, s ktorými vlastne počíta pre prevádzku projektant. Inými slovami konštrukcia bola vyčerpaná po stránke únosnosti a skolabovala ešte pred vztýčením (obr. 13, 14). Priehyb kotevných alebo stykových prírub je výrobcami podceňovaný ako to dokazujú neustále dopĺňané čerstvé príklady (obr. 15, 16).


Tým, že kotevná príruba (obyčajne štvorcová doska o hrúbke 20÷30 mm) je po privarení na nosný profi l a vystuženú sústavu rebier prehnutá smerom k zvarom, po privezení na stavbu, kde ju už čakajú vybetónované základy vyliate samonivelačným poterom, teda dokonale vodorovnou plochou, je po nasadení na skrutky M 24÷M 36 nemilosrdne dotiahnutá maticami a vyrovnaná. Vyrovnaním priehybu sa do beztak už napätej sústavy dostanú ďalšie ťahové sily od výstužných rebier z násilného vyrovnania, čo v lepšom prípade vedie k vyčerpaniu hranice pevnosti materiálu a odtrhnutiu zvarov alebo pretrhnutiu základného materiálu – obyčajne nosného profi lu, ktorý je ďaleko tenší ako prírubová doska. Prečo zvýrazňujem v „lepšom prípade“. Lebo vada sa vizuálne prezradí a sústredí na seba zaslúženú pozornosť odborníkov, ktorí rozpoznajú riziko takto znásilnenej konštrukcie. V horšom prípade sa príruba vyrovná v oblasti elasticity a ostane trvalo napätá, čo odčerpáva únosnosť materiálu pre skutočné zaťaženie od prevádzkových síl (vietor – víchrica, námraza, skratové dynamické namáhanie, a pod.), s ktorými, a to len týmito, počíta konštruktér – statik. Takto trvale napätá konštrukcia je pre svoje okolie nebezpečná a čaká na svoj čas, kedy havaruje. Tento stav nastane už pri ďaleko nižších úžitkových namáhaniach ako sú výpočtové, a je umocnený väčším poklesom teploty pod teplotou Tp, kedy výrazne klesajú všetky mechanické parametre ocele. Tam, kde by presne vyrobená oceľová konštrukcia spoľahlivo plnila funkciu, tam, nepresne vyrobená konštrukcia s veľkými zvyškovými napätiami danými do vienka pri zvarení a montážnymi pnutiami z titulu výrobnej nepresnosti nemôže obstáť!
Pri tejto vážnej téme si nemôžem nespomenúť na pána akademika Čabelku – nestora povojnového Československého výskumu zvárania, ktorý už v zrelom veku žartom k nám žiakom hovorieval: „Chlapci, vráťte sa k nitovaniu, to neovplyvňuje oceľ“.
Je spústa ďalších príkladov typických, opakovaných chýb a vád vyplývajúcich z nepresnosti výroby pri zváraných oceľových konštrukciách. Vymenujem aspoň niektoré najčerstvejšie z nich, a to v poslednej dobe sa objavujúce – neopodstatnené zvary. Teda zvary, ktoré sa nenachádzajú vo výkresoch, ale výrobca šetriaci na nákupe oceľových profi lov zavára do konštrukcie zbytkové kúsky, aby (z dĺžkového hľadiska) využil aj – inak povedané odpad. Samozrejme, investorovi sa pohľad na takúto ponadpájanú konštrukciu nepáči, má pocit oklamania, za svoje peniaze by chcel vidieť dlhé, štíhle, ničím nerušené profi ly, ktoré sa pre dané dĺžky bežne dodávajú.
Keď sa k tomu pridá ešte negatívny výsledok NDT a následne nový už samozrejme nevyhovujúci statický posudok, problém s konštrukciou inak bezproblémovou je na svete! A ak sa k tomu
pridá ešte rozmerová nesúrodosť z dôvodu kolísania prípustných tolerancií rozmerov profilu z rôznych výrobných šarží, alebo dokonca výrobcov, inak bezproblémová konštrukcia vytvorí vrásky mnohým zainteresovaným, treba povedať zbytočne – stačilo dodržať výkresovú dokumentáciu. Napätia v konštrukcii uvedené vo vyššie spomenutých príkladoch navyše, najmä u kríženia zvarov (obr. 17, 18) v na seba kolmom smere, vnášajú do napäťového uzla šmykové zložky napätí a s tými už statik určite nepočítal.


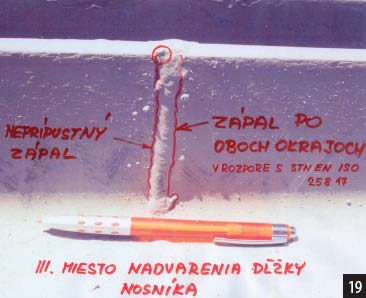
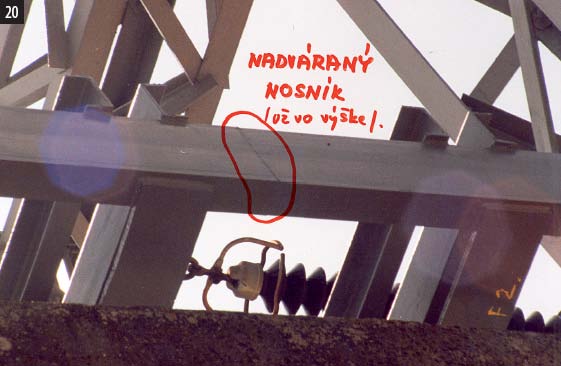
Veď kľúčová norma STN 731401 práve s ohľadom na možnosť výskytu nižšej akosti tupých zvarov , nevykonania alebo nemožnosti vykonania praktickej kontroly NDT, práve preto počíta s redukciou výpočtovej pevnosti zvaru, a to súčiniteľmi γr, rozhodne nie malými. V našom prípade by všetky anonymné – neopodstatnené tupé zvary namáhané ťahom, samozrejme bez riadne deklarovanej defektoskopickej kontroly vykonanej certifi kovanou organizáciou ale s kardiálnym predpokladom spoľahlivo prevereného koreňa (skrytého pod množstvom vrstiev výplňových húseníc a na povrchu krycou húsenicou) mali znižujúcu hodnotu únosnosti γr = 0,85! Dokonca 0,7 pre jednostranne prístupné tupé zvary bez kontroly prievaru koreňa, z ktorými sa uvedené prípady z praxe potýkajú. Toto sú veľmi závažné, až kriminálom klasifi kované pochybenia výrobcov, prameniace prevažne z hlbšej odbornej neznalosti (obr. 19, 20).
Svoju vinu na tom nesú v širšej rovine aj benevolentné a málo odborne vykonávané preberania konštrukcií, nie ojedinele až po privezení na stavbu investorovi a zľahčované laickými výrokmi ťažkého kalibru typu: veď my dodávame aj Nemcovi a tomu to nevadí, alebo, zatiaľ nám nami dodaná konštrukcia nepadla, my za ňu ručíme a pod. Je k dispozícii zbierka týchto, ale aj podobných výrokov, ale hlavne vážne mienených pokusov o obhájenie neopodstatnených nadváraní dodávateľmi konštrukcií. Preto, a to sa vrátim k úvodným riadkom problematiky tohoto príspevku, dve tretiny úspechu – bezproblémovosti s vadami a prebratím konštrukcie má vstupné overenie technologických a vedomostne – technicko intelektuálnych dispozícií výrobcu oceľových konštrukcií.
Ďalším fenoménom, ktorý sa objavil v spojitosti s nadváraním nosných prvkov a ktorý sa rozmohol v oceľových konštrukciách je použitie tzv. „Z“ spoja. Pre tých, ktorí ho ešte nepoznajú, je to tvar spoja použitý pre dĺžkové nadpojenie nosníkov z I alebo H profi lu (obr. 21, 22, 23).
.jpg)


V prevažnej miere sa s ním stretávame u vyššie spomínanej kategórii – neopodstatnených zvarov, ako by u nich výrobca zvýšenou prácnosťou vyhotovenia, chcel prejaviť vyššiu dôveryhodnosť alebo dokonca únosnosť spoja. Podstatou je nadpojenie dvoch za sebou idúcich profilov nie zvarom v jednej rovine kolmej na pozdĺžnu os profi lu, ale zvar je vedený ako lomený v 3. rovinách, v tvare ležiaceho písmena Z, pričom nulovou osou profi lu je pozdĺžne vedená najväčšia dĺžka zvaru.
Aj jednoduchým rozborom napäťových pomerov od namáhania nosníka ohybovým momentom je zrejmé, že najviac namáhaná spodná pásnica ťahom, teda nositeľka podstatných ťahových
napätí od ohybu má k dispozícii pre tupý zvar ten istý prierez, ako by spoj bol realizovaný v priamom, nezalamovanom smere kolmom na pozdĺžnu os nosníka (obr. 24).
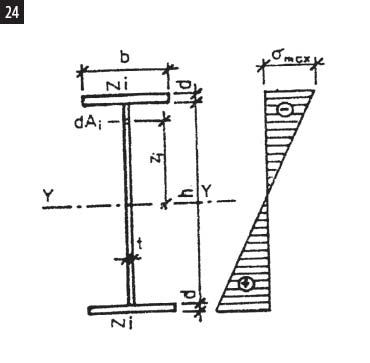
Naopak, negatívum tohto spoja v porovnaní s priamym priečnym spojom spočíva v dvoch prerušeniach zvaru a zmene jeho smeru z kolmého na pozdĺžny, v nulovej osi. Tu, v tomto uzle – kríženia smerov zvaru dochádza ku komplikácii napäťových pomerov od zvyškových napätí a to najmä od dlhšieho pozdĺžneho zvaru vedeného v nulovej osi profi lu. Zvyškové napätia od objemovej zmrštivosti zvarového kúpeľa, ktoré sú na okrajoch – teda začiatku (v rohu) a konci tiež v rohu zvaru najväčšie, vnášajú prídavné zvyškové napätie dokonca v smere kolmom na predchádzajúci smer, a to v ostrom rohu. Jedná sa teda o zrejmý, zreteľný a zbytočný koncentrátor napätia, dokonca na dvoch miestach nosníka, ktorý u klasického priečneho nadvarenia profi lu neexistuje! Okrem týchto výrazných negatív nehľadiac na podstatné zvýšenie prácnosti tvarového vyhotovenia spoja, pílením alebo pálením (určite v pozdĺžnom smere) následným rozmerovým zlícovaním s protikusom, precíznou úpravou zvarových hrán je tu aj podstatne väčšia dĺžka zvarov ako u priameho priečneho tupého zvaru. To, že zvar v hornej tlačenej pásnici je v inej rovine ako zvar v spodnej pásnici, je z hľadiska únosnosti spoja nepodstatné a neprínosné (obr. 25, 26).


Zhrnúť je možné: celkovo zväčšená dĺžka zvarov, vyššie riziko defektov, vyššie zvyškové napätia z tejto dĺžky, nebezpečný pravouhlý koncentrátor napätia zo zmeny smerov 2×, vyšší celkový
tepelný príkon do profi lu, vyššia časová a výrobná prácnosť. Okrem týchto výsostne negatívnych faktov žiadny prínos spoja tvaru „Z“ nie je.
Tento nový fenomén – ako je nazývaný „Z“ zvar, okukávajú najmä menšie fi rmy, prevažne s.r.o. zväčša bez tradície a hlbšieho teoreticko-technologického zázemia. Počas konzultácií s týmito pôvodcami nebol zachytený žiadny významný alebo objavný argument stojaci za zmienku. Možno, že prameň pôvodu týchto výrobne komplikovaných „Z“ zvarov pramení predsa len s nie čistým svedomím používania neprojektovaných – neopodstatnených zvarov, navyše s anonymnými vlastnosťami. Pre úplnosť treba uviesť, že žiadne z týchto v praxi zaznamenaných zvarov nemali pôvod v projektovej dokumentácii a preto tieto oceľové prvky konštrukcií neboli prebraté.
Preto je potrebné dodržiavať „Zásady navrhovania zváraných oceľových konštrukcií“, ktoré sú zaradené ako samostatný učebný predmet napr. v silaboch VÚZ-PI pri štúdiu Európskeho technológa a Európskeho inžiniera, ale ešte aj na ďalších vysokých školách s týmto zameraním. Treba podotknúť, že samotná problematika kvality zvarov vyskytujúcich sa na dodávkach energetických zariadení je tak obsažná, problematická, no zároveň bohatá, že rozsahovo prekračuje rámec toho príspevku. Preto by obsahovo vydala na samostatnú tému, nie menej poučnú až alarmujúcu.
Ponúka sa množstvo ďalších závažných, ale zaujímavých príkladov dôsledkov výrobných nepresností pri zváraných oceľových konštrukciách v silovej energetike. Avšak rozsah vymedzený touto prednáškou ich nedovoľuje spomenúť ani z ďaleka všetky.
Autor
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Tento príspevok pojednáva o sofistikovanom riešení problému denitrifikácie spalín a teda znížení vypúšťaných NOx emisií ...
V březnu 2011 se v Brně konal další ročník odborné konference Kotle. O zhodnocení konference se postaral Ing. Miroslav E...
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
Realizace: SE-MO Data s.r.o.