 Technologie, materiály CO2 Technologie Oprava rotačních ohříváků vzduchu bloků 1 a 2. doplnění o novou technologii čištění
Technologie, materiály CO2 Technologie Oprava rotačních ohříváků vzduchu bloků 1 a 2. doplnění o novou technologii čištěníOprava rotačních ohříváků vzduchu bloků 1 a 2. doplnění o novou technologii čištění
Firma ARVOS s.r.o., dlouholetý dodavatel ekologických zařízení pro energetiku v oblasti rotačních ohříváků vzduchu (LUVO) a spalin (GAVO) typu Ljungström®, v loňském roce úspěšně dokončila zakázku pro Elektrárny Nováky (Slovensko). Hlavní část dodávky ARVOS spočívala v opravě rotačních ohříváků vzduchu (typ CX23,5/1500/VI) na bloku 1 a 2 a jejich doplnění o technologii vysokotlakého čištění v návaznosti na nově instalovanou technologii SNCR pro snížení NOx v odchozích spalinách. Další část dodávky spočívala v opravě Rotačního ohříváku spalin (typ GCVEB 28/850), který je součástí technologie odsíření společné pro blok 1 a 2.

VLIV TECHNOLOGIE SNCR NA PROVOZ ROTAČNÍHOOHŘÍVÁKU VZDUCHU (LUVO)
Základním principem technologie SNCR pro snížení NOx v odchozích spalinách je dávkování reagentu do proudu spalin v horní části spalovací komory kotle. Část reagentu, která nezreagovala s NOx, se ve spalinách dál vyskytuje jako amoniakový (NH3) skluz, jehož velikost má přímý vliv na zanášení LUVO (obr. 1). Se zvyšováním amoniakového skluzu se zkracuje i jeho perioda čištění.
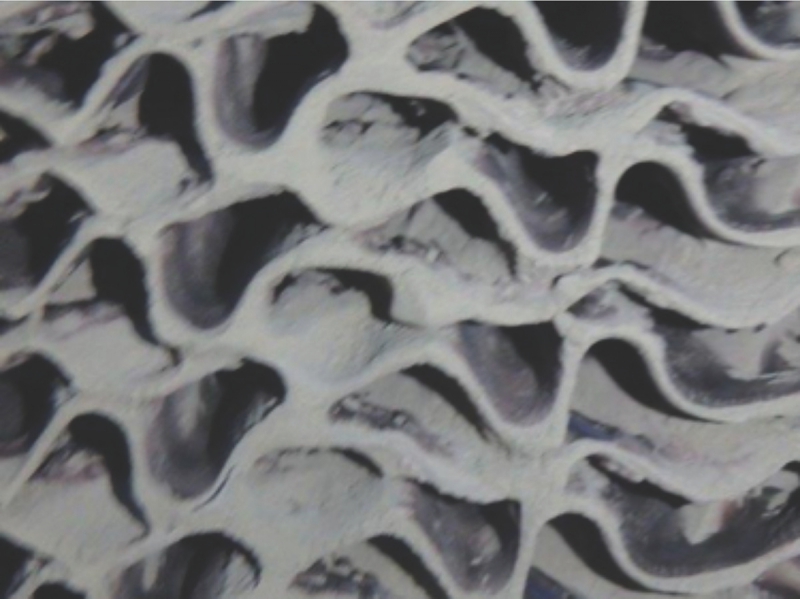
V důsledku reakce skluzu NH3 s SO3 a H2O, které jsou přítomny ve spalinách, dochází na výhřevných plochách LUVO v oblasti teplot 150 až 190°C k usazování amonium bisulfátu (ABS). Usazování ABS způsobuje ucpávání výhřevných náplní LUVO, čímž se zvyšuje tlaková ztráta s rizikem nutných odstávek bloku. ABS spolu s popílkem vytváří vlhký a lepkavý nános na výhřevných náplních. Kromě toho je ABS hygroskopický, korozivní, dá se však vyčistit proudem vody (je rozpustný ve vodě).
Na základě těchto skutečností provedla společnost ARVOS při rekonstrukci LUVO řadu opatření, která podstatným způsobem snižují nepříznivý vliv instalace SNCR na provoz zařízení.
Tato činnost probíhala při úzké spolupráci s techniky Elektrárny Nováky, kteří si byli vědomi dopadů technologie SNCR na provoz. Technici Elektrárny Nováky vycházeli především ze studie vlivu SNCR na provoz LUVO při reálných provozních podmínkách na Elektrárně, kterou si nechali nezávisle zpracovat. Výsledky této studie se ve velké míře shodovaly se zkušenostmi firmy ARVOS. Proto již od počátku byla tato spolupráce předpokladem k úspěšnému provedení celé opravy.
OPATŘENÍ PRO OMEZENÍ VLIVU SNCR NAPROVOZ LUVO:
1) Minimalizace hodnoty skluzu NH3
V průběhu dosavadního provozu byl prokázán vliv hodnoty skluzu NH3 na periodu čištění výhřevných náplní LUVO. Při zkušebním provozu, kdy probíhalo seřizování vstřiků reagentu do spalovací komory, byla perioda čištění cca 5 až 6 týdnů. V současné době, po seřízení a snížení skluzu NH3, se perioda čištění prodloužila na cca 8 až 10 týdnů.
2) Uspořádání výhřevných náplní
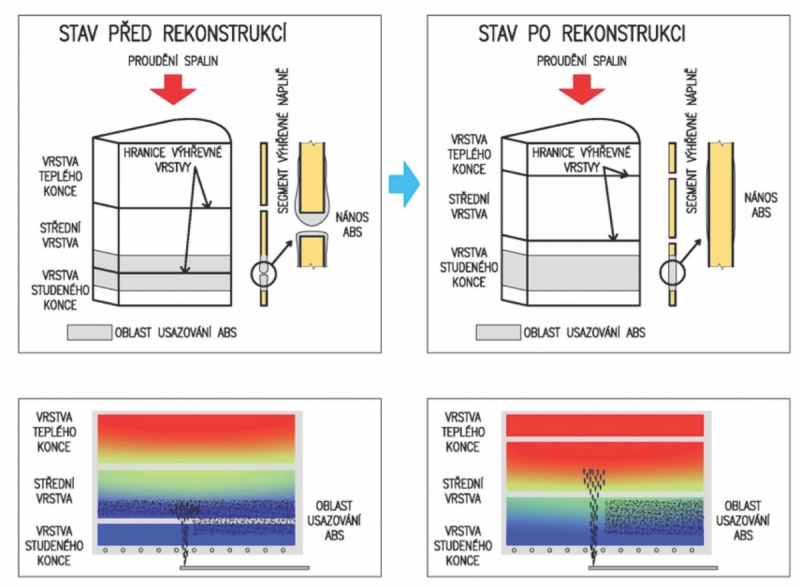
Ve většině dosud provozovaných LUVO je použito standartní uspořádání výhřevných náplní ve 3 vrstvách, tj, vrstva studených košů o výšce 300 mm a nad ní vrstva středních a teplých košů. Shodné provedení bylo původně použito i na Elektrárně Nováky (obr. 2, A - “Stav před rekonstrukcí“). Za předpokladu vzniku nánosů ABS při teplotách 150 až 190°C tato oblast zasahuje do vrstvy studených a středních košů. Standartní uspořádání je nevhodné z hlediska usazování nánosů ABS v mezeře a obtížného čištění, kdy v mezeře dochází k rozptylu vodního paprsku.
Při rekonstrukci byly tyto skutečnosti brány v úvahu a bylo navrženo optimální uspořádání jak z hlediska usazování ABS na studeném konci výhřevné náplně, tak i z hlediska možné abraze od popílku na teplém konci (obr. 2, B - “Stav po rekonstrukci“).
Výhřevná náplň studeného konce byla proto z hlediska předpokládaného usazování ABS zvýšena oproti původnímu uspořádání na 600 mm. Naopak výhřevná náplň teplého konce byla snížena na 300 mm při použití silnějších segmentů (o tl. 1 mm), které budou lépe odolávat abrazi. Výška náplně teplého konce byla volena s ohledem na minimalizaci nákladů při její případné výměně.
3) Typ profilu výhřevné náplně
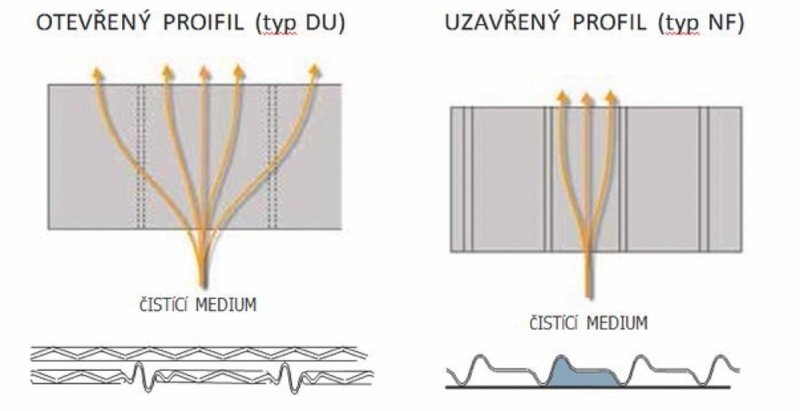
Nejrozšířenějšími profily používanými v minulosti pro výhřevné náplně LUVO jsou NF a DU (obr. 3). Charakteristika profilu NF:
- profil používaný převážně na studený konec LUVO,
- dobře čistitelný, tzv. uzavřený profil – nemá žádné křížení linií, které by rozptylovaly paprsek čistícího media,
- nízké tlakové ztráty,
- nízká tepelná účinnost.
Charakteristika profilu DU:
- standardně používaný profil,
- obtížněji čistitelný, tzv. otevřený profil – obsahuje křížení linií, které rozptylují paprsek čistícího media,
- optimální tepelná účinnost,
- optimální tlakové ztráty.
Výhody těchto dvou profilů spojuje typ DUNTM (obr. 4)
- široká instalovaná báze u nových LUVO a při rekonstrukcích,
- vysoká čistitelnost, významná redukce sklonu k zanášení zvyšuje životnost a redukuje náklady na výměnu,
- rovnoměrné rozdělení proudu media a vyšší tepelná účinnost, lepší rozložení teploty kovu, tj. eliminace lokálních studených ploch – snížení koroze,
- nižší tlakové ztráty přináší snížení požadovanéhovýkonu ventilátorů.
Při rekonstrukci LUVO v Elektrárně Nováky byla použita kombinace profilů NF a DUNTM. Použitím tohoto řešení byly splněny požadavky zadání spojující kombinaci optimálního tepelného výkonu, tlakových ztrát a dobré čistitelnosti.
4) Materiál výhřevné náplně
Vzhledem k výše zmíněnému riziku usazování nánosů ABS ve studené vrstvě výhřevných náplní je nutné věnovat pozornost volbě materiálu této oblasti.
Použití uhlíkové oceli je vzhledem ke korozivním účinkům ABS nevhodné. Vhodnější volbou je použití materiálu se zvýšenou odolností proti korozi (CORTEN).
Při aplikaci v Elektrárně Nováky bylo vyhodnoceno jako optimální z hlediska rizika usazování ABS a následné koroze použití smaltované výhřevné náplně. I když je ekonomicky náročnější než Corten, její vlastnosti by měly během provozu vyvážit vložené finanční prostředky jak z hlediska životnosti, tak z hlediska periody nucených odstávek elektrárny z důvodu nutnosti čištění LUVO od nánosů ABS.
5) Vysokotlaké čištění
Důležitým zařízením zajišťující bezproblémový provoz LUVO z hlediska udržení tlakové ztráty v přípustných mezích je Systém vysokotlakého čištění.
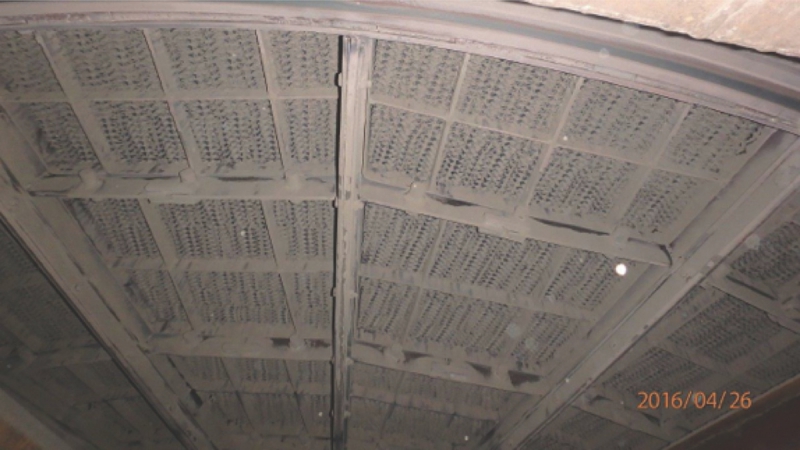
Základním principem Systému vysokotlakého čištění je působení paprsku vody na nánosy ABS usazené na výhřevných náplních LUVO. Voda o tlaku ca 100 ÷ 150 bar je vstřikována přes trysky vysokotlakého ostřikovače do prostoru výhřevných náplní. Tímto způsobem je schopna odstranit nánosy ABS a snížit tlakovou ztrátu spalin a vzduchu proudící přes LUVO na přípustnou úroveň (obr. 5 a obr. 6).
Použití tohoto systému představuje doplnění stávajícího LUVO o vysokotlaké ostřikovače a další související části jako jsou rozvody vysokotlaké vody, příslušné armatury, vysokotlaká čerpadla (obr. 7), nezbytná elektroinstalace a MaR.
Systém vysokotlakého čištění je plně automatizován. Pro servisní účely je však umožněno i přepnutí do manuálního režimu. Ovládání je realizováno prostřednictvím samostatného řídicího systému SIEMENS Simatic S7-300, umístěného v prostorách velínu elektrárny. Na panelu operátora lze sledovat příslušné provozní hodnoty, veškeré stavy zařízení a blokace. Řídicí systém umožňuje upravit parametry čistícího cyklu v závislosti na provozních zkušenostech. Impulsem pro spuštění je zvýšení tlakové ztráty na spalinové straně na 1,5 násobek čistého stavu. Pokyn pro spuštění dává operátor.
Systém vysokotlakého čištění je primárně navržen pro použití při odstávce bloku. Z důvodu možného tepelného namáhání rotoru během procesu čištění je doporučeno jeho spuštění při poklesu vstupní teploty spalin do LUVO pod 100°C. Ve výjimečném případě, je možno provést čištění i za provozu při snížení výkonu bloku na minimum. Za tímto účelem byly na rotoru provedeny úpravy, které snižují tepelné namáhání rotoru (obr. 8)
Před uvedením Systému vysokotlakého čištění do provozu byly úspěšně provedeny individuální, předkomplexní a komplexní zkoušky. Následně bylo provedeno garanční měření. Byly ověřeny 2 základní garanční parametry a to doba čištění (max. 6 hod. na blok) a porovnání hodnot tlakové ztráty v čistém stavu, tj. bezprostředně po najetí bloku po provedené opravě a po provozním čištění, tj. při provozních podmínkách, kdy tlaková ztráta dosáhla 1,5 násobku čistého stavu. Oba garanční parametry byly splněny.
Další garanční měření proběhlo na LUVO v návaznosti na výměnu výhřevných náplní. Byly prověřeny hodnoty tlakové ztráty na straně spalin a vzduchu, hodnota přefuku spalin do vzduchu, hodnota poměrného tepelného výkonu a výstupní teploty spalin a vzduchu. Provedené garanční měření opět potvrdilo správnost návrhu a uvedené garanční parametry byly splněny.
Oprava rotačního ohříváku spalin (typ GCVEB 28/850), který je součástí technologie odsíření společné pro blok 1 a 2 probíhala souběžně s opravou LUVO. Rozsah opravy spočíval v opravě rotoru, výměně výhřevných náplní, opravě skříně statoru, opravě těsnícího systému a opravě povlakování rotoru a skříně statoru. Práce v uvedeném rozsahu byly předány provozovateli v požadovaných termínech i kvalitě.
ZÁVĚR
Společnost Arvos s.r.o. potvrdila úspěšně provedenou zakázkou pro Elektrárnu Nováky svoji vysokou odbornost v oblasti dodávek rotačních ohříváků vzduchu (LUVO), ohříváků spalin (GAVO) a jejich příslušenství a je i do budoucna připravena řešit problémy týkající se těchto zařízení.
Repair of rotational air heaters in blocks 1 and 2, and supplement of new cleaning technology
ARVOS s.r.o., a long-term supplier of ecological equipment for the power industry in the field of LjungstromR- type rotational air heaters (LUVO) and combustion products (GAVO), has successfully finished the contract for the Elektrárny Novaky (Slovakia) power stations in the last year. The main part of the delivery consisted of repair of rotational air heaters (type CX23, 5/1500/VI) on blocks 1 and 2 and the addition of high-pressure cleaning technology in connection with the newly installed SNCR technology for reducing NOx in outgoing combustion products. Another part of delivery consisted of the repair of a rotational combustion products heater (type GCVEB 28/850), which is part of the desulphurization technology that is common for blocks 1 and 2.
Autor




NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Řídicí systémy a know-how české společnosti ZAT využívají energetické společnosti i firmy z oblasti průmyslu v téměř 60 ...
Společnost JSP, s.r.o. je předním českým výrobcem a dodavatelem měření a regulace, který vedle vlastní výroby a dodávek ...
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
Realizace: SE-MO Data s.r.o.